BICOMPONENT Fibers (Educational Research)
Praveen Kumar Jangala & Ramaiah Kotra
INTRODUCTION
Bicomponent Fibers can be defined as "extruding two polymers from the same spinnerette with both polymers contained within the same filament. " A close relative is "cospun fiber", which is a group of filaments of different polymers, but a single component per filament, spun from the same spinnerette. The term "conjugate Fibers" is often used, particularly in Asia, as synonymous with bicomponent Fibers.[27]
BACKGROUND
The first commercial bicomponent application was introduced in the mid 1960s by Dupont. This was a side-by-side hosiery yarn called "cantrese" and was made from two nylon polymers which, on retraction, formed a highly coiled elastic fiber. In the 1970s, various bicomponent Fibers began to be made in asia, notably in Japan. Very complex and expensive spin packs apparently were used in the manufacturing process. These techniques were found to be technically unsatisfactory and excessively expensive. Later in 1989, a novel approach was developed using thin flat plates with holes and grooves to route the polymers. This process was very flexible and quite price effective.[27]
PRODUCERS
Worldwide, Japan and Korea led in bicomponent output with a total of 200 million pounds annually. The production of the U.S. is currently around 60 million pounds with Hoechst Celanese holding the lead. Other U.S. players in the bicomponent sector include Foss manufacturing , International Polymers Inc. and fiber Visions. The present production of bicomponent Fibers worldwide is only a fraction of the 25 million metric tons of manmade fiber market, but the producers are confident of significant growth in the next 10 years or so.[28]
POLYMERS
The polymers given below can be used as either of the components in the cross sections.[29]
PET(polyester) PEN polyester
Nylon 6,6 PCT polyester
Polypropylene PBT polyester
Nylon 6 co-polyamides
Polylactic acid polysterene
Acetal polyurethane
Soluble copolyester HDPE, LLDPE
PRODUCTION AND CLASSIFICATION
The main objective of producing bicomponent Fibers is to exploit capabilities not existing in either polymer alone. By this technique it is possible to produce Fibers of any cross sectional shape or geometry that can be imagined. Bicomponent Fibers are commonly classified by their fiber cross-section structures as side-by-side, sheath-core, islands-in-the-sea and citrus Fibers or segmented-pie cross-section types.
1. Side-by-Side (S/s)
These Fibers contain two components lying side-by-side (Fig.1.). Generally, these Fibers consist of two components divided along the length into two or more distinct regions.
Figure 1
Side-by-side fiber Production [6]
In most cases, the components must show very good adhesion to each other; otherwise, the process will result in obtaining oftwo Fibers of different compositions. The way to connect the two components mechanically is described in patent literature[7] and is shown in (Fig.1. (h), (i) ). Generally, there are several approaches for producing side-by-side bicomponent Fibers:
Two components, either in the form of solution or melt, are fed directly to the spinneret orifices and are combined into bicomponent Fibers near the orifices.
Two components are first formed into multi-layered structure and slowly fed (without turbulence) in the orifices. The orifices are positioned so that they intersect the interfaces of various layers of the polymer.
Two components are also formed into layered structure but the orifices do not follow exactly the interfaces, which leads to production of Fibers of a wide range of compositions , varying from 100% of one component to 100% of the other through all intermediate possibilities.
Two polymer components are slit-extruded into a layered film, which is then cut into stripes, drawn, cut into staple and fibrillated by a carding machine and then crimped by heat relaxation [8].
Use of Side-by-side Bicomponent Fibers
Side-by-side Fibers are generally used as self-crimping Fibers. There are several systems used to obtain a self-crimping fiber.
One of them is based on different shrinkage characteristics of each component. All commercially available Fibers are of this type. There have been attempts to produce self-crimping Fibers based on different elastomeric properties of the components; however, this type of self-crimping fiber is not commercially used. Some types of side-by-side Fibers crimp spontaneously as the drawing tension is removed and others have "latent "crimp, appearing when certain ambient conditions are obtained. Some literature mentions "reversible "and "non-reversible" crimp, when reversible crimp can be eliminated as the fiber is immersed in water and reappears when the fiber is dried. This phenomenon is based on swelling characteristics of the components. Several factors are crucial to the fiber curvature development:
The difference in the shrinkage between the components,
The difference between modulus of the components,
The overall cross-sectional fiber shape and individual cross-sectional shapes of each components, and
The thickness of the fiber.
Different melting points on the sides of the fiber are taken advantage of when Fibers are used as bonding Fibers in thermally bonded non-woven webs. The example of such bonding Fibers is EA & ES of Chisso, Japan, with polyethylene as the low melting component (Tm = 110oC), along with polypropylene [5]. Side-by-side Fibers have also been reported to be a base fiber for producing so called "splittable " Fibers, which split in a certain processing stage, yielding fine filaments of a sharp-edged cross section. One of the components could be removed by dissolving [9,10] or the fiber could split by just heating and the fiber would split by a flexion action [11].
2.Sheath-core (S/c) Fibers
Sheath-core bicomponent Fibers are those Fibers where one of the components (core) is fully surrounded by the second component (sheath) (Fig.2). Adhesion is not always essential for fiber integrity. This structure is employed when it is desirable for the surface to have the property of one of the polymers such as luster, dyeability or stability, while the core may contribute to strength, reduced cost and the like. A highly contoured interface between sheath and core can lead to mechanical interlocking that may be desirable in the absence of good adhesion.
Figure 2
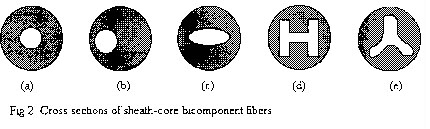
Sheath-core fiber Production
The most common way of production of sheath-core Fibers is a technique where two polymer liquids are separately led to a position very close to the spinneret orifices and then extruded in sheath-core form. In the case of concentric Fibers, the orifice supplying the "core" polymer is in the center of the spinning orifice outlet and flow conditions of core polymer fluid are strictly controlled to maintain the concentricity of both components when spinning.
Eccentric fiber production is based on several approaches: eccentric positioning of the inner polymer channel and controlling of the supply rates of the two component polymers [12]; introducing a varying element near the supply of the sheath component melt [13]; introducing a stream of single component merging with concentric sheath-core component just before emerging from the orifice [14]; and deformation of spun concentric fiber by passing it over a hot edge [15]. Other, rather different techniques to produce sheath-core Fibers, are coating of spun fiber by passing through another polymer solution [16] and spinning of corepolymer into a coagulation bath containing aqueous latex of another polymer [17].
Modifications in spinneret orifices enable one to obtain different shapes of core or/and sheath within a fiber cross section. There is considerable emphasis on surface tensions, viscosities and flow rates of component melts during spinning of these Fibers.
Use of Sheath-core Bicomponent Fibers
Besides the sheath-core bicomponent fiber used as a crimping fiber, these Fibers are widely used as bonding Fibers in nonwoven industry. The sheath of the fiber is of a lower melting point than the core and so in an elevated temperature, the sheath melts, creating bonding pints with adjacent Fibers - either bicomponent or monocomponent. The first commercial application of sheath-core binding fiber (I.C.I. Heterofil, [18]) has been in carpets and upholstery fabrics. The newest trend in bicomponent fiber production is to focus on tailoring a fiber according to the customer's needs. A considerable emphasize was put on the processing optimization (depending strictly on machinery used) and on the desired look of the final product. It appears that concentricity/eccentricity of the core plays an important role. If the product strength is the major concern, concentric bicomponent Fibers are used; if bulkiness is required at the expense of strength, the eccentric type of the fiber is used [19].
Other uses of sheath-core Fibers derives from characteristics of the sheath helping to improve the overall fiber properties. A sheath-core fiber has been reported [20] whose sheath is made of a polymer having high absorptive power for water, thereby having obvious advantages for use in clothing. Other sheath-core Fibers showed better dyeability [21], soil resistance [22], heat insulating properties [23], adhesion [24] etc. Production of ceramic sheath-core bicomponent Fibers is another application utilizing the difference of sheath and core [25]. The fiber precursors are first spun in a sheath-core arrangement and then cured by oxidation, UV and electron beam, heating or by chemical means. These Fibers are used as a composite reinforcement.
Figure 3
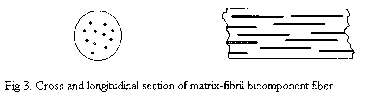
3. Matrix-fibril (Biconstituent [5]) Bicomponent Fibers
These are also called islands-in-the-sea Fibers.
Technically these are complicated structures to make and use. In cross
section they are basically areas of one polymer in a matrix of a second
polymer. This types of bicomponent structure facilitate the generation of
microdenier Fibers. The
islands
are usually a melt spinnable polymer such
as nylon,polyester or polypropylene. The sea or matrix can be formed by
polysterene water soluble polyesters and plasticized or saponified polyvinyl
alcohol. The finer deniers that can be obtained are normally below 0.1
denier.[30]
Production of Matrix-fibril Bicomponent Fibers
Basically, these Fibers are spun from the mixture of two polymers in the required proportion, where one polymer is suspended in droplet form in the second melt. An important feature in production of matrix-fibril Fibers is the necessity for artificial cooling of the fiber immediately below the spinneret orifices. Different spinnabilities of the two components would almost disable the spinnability of the mixture, except for low concentration mixtures (less than 20%).
Use of Matrix-fibril Bicomponent Fibers
A matrix-fibril fiber called "Source" is produced by Allied Chemicals Ltd. [26]. The fiber is based on PET fibrils embedded in a matrix of Nylon 6. The presence of PET fibrils is supposed to increase the modulus of the fiber, to reduce moisture regain, to reduce the dyeability, improve the texturing ability and give the fiber a unique lustrous appearance.
The fine Fibers produced by this method are used in synthetic leather, specialty wipes, ultra-high filtration media, artificial arteries and many other specialized applications.
Segmented
pie cross section type
A segmented pie cross section fiber is split by chemical,mechanical or heat treatment to result in microdenier Fibers .typically Fibers of 0.1-0.3 denier can be obtained.the most usual polymer combination is polyester /nylon.these Fibers are used in high performance wipes,synthetic suede,heat insulators,battery seperators and specialty papers.[30]
Polymer Blends
Polyblends, of polymer alloys, are defined as homogenous or heterogeneous mixtures of structurally different homopolymers or copolymers. The purpose of blending is either to improve processability or to obtain materials suitable for specific needs by tailoring one or more properties with minimum sacrifice in other properties. The behavior of polyblends may be expected to depend on the individual properties of the components in the blend, their relative proportions, degree of heterogeneity and the properties of the interface between the components.
Several criteria are used to define the nature of polyblends:
Miscibility or compatibility
Phase diagrams
Relative moduli of the components
The classification also depends on the polyblend method of manufacture (melt, solution and emulsion mixing).
Homogeneity of Blends
Two polymers are thermodynamically compatible when their free energy of mixing is negative. Because mixing of two materials is generally endothermic and the entropy of mixing long polymer chains is small, the free energy of mixing is rarely negative. This is the reason why blending two polymers usually leads to heterogeneous blend. If the blend shows homogeneity, than the behavior of the blend behaves as a single polymer (for example, a single Tg and Tm)
Heterogeneous Blends
In this more common category, two polymers are segregated into spatial regions composed essentially of one or the other pure component. Usually, the two polymers are immiscible but they can be compatible. Considerable emphasis is put on the adhesion between the phases of the blend because it is crucial factor for mechanical properties of the blend.
Moduli of the Components
The theory of modulus tailoring is mainly used in matrix-fibril type of bicomponent Fibers. Classification based on the relative moduli of the two components depends to a great extent on the properties and use of the blends. For example, adding of a disperse phase of higher modulus generally increases the overall modulus and is frequently used to reduce the creep of elastomers. In contrast, adding of a low modulus polymer in the blend is generally used to improve the impact resistance and elongation-to-break of rigid plastics.
Rheological Aspects of Bicomponent fiber Production
It is essential that the viscosities of both polymer fluids are of comparable value; otherwise, the higher viscosity component will not tend to rearrange during spinningcausing the distortion of the distribution of the components in the cross section of the fiber.
Considerable attention should be also paid to the rate of solidification of each component. It has been shown that during high speed spinning of PP/pET sheath-core Fibers [1] that the PET component achieved higher orientation than would be obtained if the fiber was just monocomponent, while PP component orientation was decreased. This phenomenon is explained in terms of difference in activation energy of the longitudinal viscosity and solidification temperature of both polymers.
APPLICATIONS IN NONWOVENS
Bicomponent Fibers made of pp/pe are important material in the nonwoven market. The main applications include:
- nonwoven fabrics for diapers, feminine care and adult incontinence
products (as topsheet, backsheet, leg cuffs, elastic waistband, transfer
layers)
- Air-laid nonwoven structures are used as absorbent cores in wet wipes
- used in spunlaced nonwoven products like medical disposable textiles,
filtration products
Visit our nonwoven education page.
References
[1] Kikutani, I, Radhakrishnan, J., Arikawa, S., Takaku, A., Okui, N., Jin, N., Niwa, F., Kudo, Y.: "High-Speed Melt Spinning of Bicomponent Fibers: Mechanism of fiber Structure Development in Poly (ethylene terephtalate)/propylene System", J.Appl.Pol.Sci. Vol.62, 1996, 1913-1924
[2] Paul, D.R., Seymour, N.: Polymer Blends, vol.2, Academic Press, Inc., 1978
[3] "High technology Fibers", part A, Handbook of fiber Science and Technology, vol. III. edited by Menachem Lewin and Jack Preston, Marcel Dekker, Inc., 1985
[4] Morgan, D.: "Bicomponent Fibers: Past, Present and Future", Hoechst Celanese, Charlotte, NC, Inda Journal of Nonwovens Research, vol.4, no.4, fall 1992
[5] IDEA 92 Exhibition handouts from Chisso, Japan and BASF, USA
[6] Jeffries, R.: "Bicomponent Fibres", Merrow Publishing Co.Ltd. 1971
[7] B.P. 1048370, Kanegafuchi Boseki
[8] NA.P. 66-12238, Shell International Research
[9] B.P. 1066418, DuPont
[10] NA.P. 65-15218, DuPont
[11] B.P. 1016862, DuPont
[12] B.P.805033, DuPont
[13] B.P.1100430, I.C.I. Ltd. [14] B.P.950429, DuPont
[15] B.P. 1083008, Kanegafuchi Boseki
[16] Belg.P. 631744, Monsanto Co.
[17] U.S.P. 3316336, Dow Chemical Co.
[18] West, K.: "Melded fabrics", Paper presented at Second Shirley International Seminar, Manchester, 1970
[19] Marcher, B.: Tailor-Made Polypropylene and Bicomponent Fibers for the Nonwovens Industry, Tappi Journal,Dec 1991, 103-107
[20] B.P.1094688, Snia Viscosa
[21] U.S.P. 3472608, I.C.I.
[22] B.P. 1199115, I.C.I.
[23] NA.P. 65-09283, A.K.U.
[24] OLS.P.1816138, Kanegafuchi Boseki
[25] Curran, G.: Bicomponent Extrusion of Ceramic Fibers, Advanced Materials and Processes, 1/95, 25 - 27
[26] Papero, P, V., Kubu, E., Roldan, L.,: Text.Res.J., 37, 823, (1967)
[27] http://www.ifg.com/issue/june98/story2.html
[28] http://www.ifg.com/issue/june98/story3.html
[29] http://www.fitFibers.com/html/product.htm
[30] http://nrstglp.djnr.com/cgi-bin/dJInteractive.Story
[31] http://fibervisions.dk/hygigb.html
![]()
Apparel Search
Add Your Company Contact
Us About Us Advertise
News Letter Legal
Help
Copyright © 1999-2023 Apparel Search Company. All Rights Reserved.
Buy Fashion
For The Holidays.