DRY-LAID NONWOVENS (Educational Research)
Xiao Gao and Hsu-Yeh Huang
INTRODUCTION
All nonwoven fabrics are based on a fibrous web. The characteristics of the web determine the physical properties of the final product. These characteristics depend largely on the web geometry, which is determined by the mode of web formation. Web geometry includes the predominant fiber direction, whether oriented or random, fiber shape (straight, hooked or curled), the extent of inter-fiber engagement or entanglement, crimp and z-direction compaction. Web characteristics are also influenced by the fiber diameter, fiber length, web weight, chemical and mechanical properties of the polymer.
The choice of methods for forming webs is determined by fiber length. Initially, the methods for the forming of webs from staple-length Fibers were based on the textile carding process, whereas web formation from short Fibers was based on papermaking technologies. Though these technologies are still in use, newer methods have been developed. For example, webs are formed from long, virtually endless filament directly from bulk polymers; both web and Fibers are produced simultaneously.
DRY-LAID NONWOVENS FROM STAPLE Fibers
STAPLE Fibers
These Fibers are long enough to be handled by conventional spinning equipment. The Fibers are 1.2 to 20cm or longer, but not continuous.
FOUR PHASES OF THE DRY-LAID MANUFACTURING SYSTEM
- fiber SELECTION
Some of the factors to be considered in the selection of Fibers for dry-laid nonwovens are:
- Absorbency
- Abrasion resistance
- Bursting strength
- Permeability
- Softness and tear resistance in the fabric
- fiber PREPARATION
Staple Fibers are shipped to the manufacturer in the form of bales and fiber preparation consists of mechanical and pneumatic processes of handling from the bale to the point where the fiber is introduced into the web-forming machine. The following processes are included in a typical fiber preparation line:
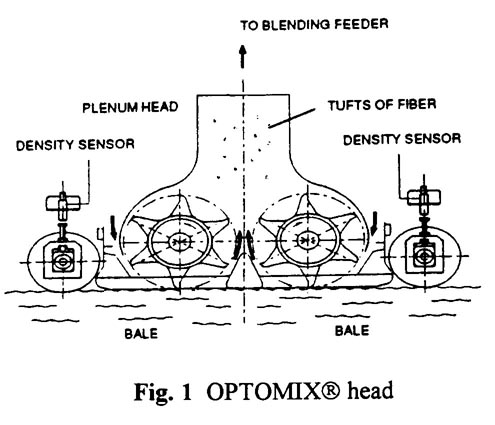
- Bale opening
The bales are unstrapped and placed side-by-side in line with the milling head of a bale opener. The Fibers are picked up from the top of the bales by two opening rolls in conjunction with a partial air vacuum. The opening head traverses back and forth across the bale laydown, starting and stopping on demand from the blending hopper. This ensures maximum efficiency and blending. The objective of an opening line is to reduce the size of fiber tufts from the bale to the chute feed, which supplies the web forming machine.
Figure 1
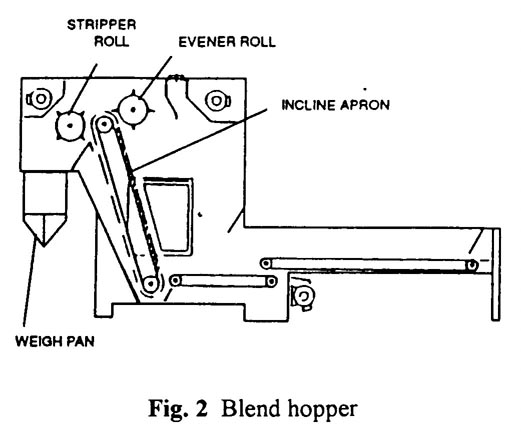
- Blending
The blending feeders gently open the tufts of Fibers by the interaction of an inclined needle lattice apron and an evener roller equipped with needles. Blending of the tufts from different bales also takes place in the opening and mixing achieved by the inclined apron and the evener roller. The opened tufts are deposited into a weigh pan controlled by load cells which dump the Fibers onto a feed conveyor.
Figure 2
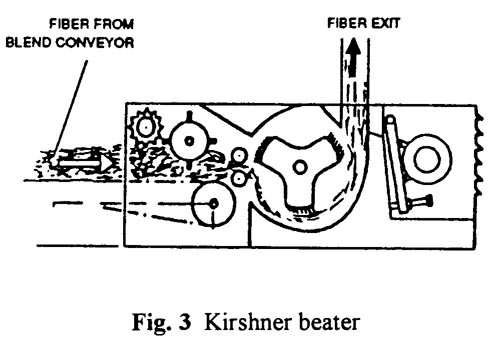
- Coarse opening
The blending conveyor feeds fiber into an opening roll, which has a three-lag pin beater (Kirschner beater type) where coarse opening of the fiber tufts takes place.
Figure 3
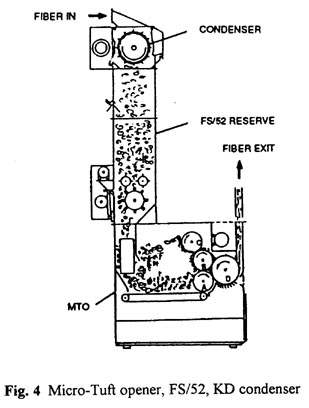
- Fine opening
The fiber opened by the opening roll is transported by air to the feed box of the fine opener. The fine opener consists of two opening rolls, one evener roll and a cylinder roll all of which are wound with metallic clothing. The opener reduces the tuft size by using the principle of carding points between rolls A and B and between rolls B and C. The reduced tufts are transferred to the cylinder roll D which delivers the opened fiber into an air stream to the web-former.
Figure 4
- Web-former feeding
The feed system to the web-forming machine is selected based on the type of fiber and the type of web-former. Chute feeding is normally used to feed Fibers up to 60 millimeters in length. For longer Fibers, a hopper feed with a shaker-type chute is used.
- Web formation and layering
The dry-web process for making a nonwoven consists of basically three methods:
WEB FORMATION
- Mechanical web formation (carding or garnetting)
- Carding
The main objectives of carding are to separate small tufts into individual Fibers, to begin the process of parallelization and to deliver the Fibers in the form of a web. The principle of carding is the mechanical action in which the Fibers are held by one surface while the other surface combs the Fibers causing individual fiber separation. At its center is a large rotating metallic cylinder covered with card clothing. The card clothing is comprised of needles, wires, or fine metallic teeth embedded in a heavy cloth or in a metallic foundation. The cylinder is partly surrounded by an endless belt of a large number of narrow, cast iron flats positioned along the top of the cylinder. The top of the cylinder may be covered by alternating rollers and stripper rolls in a roller-top card, also.
Figure 5
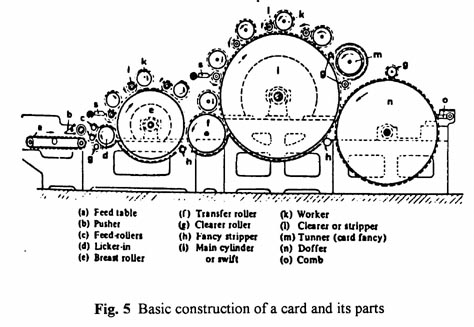
The Fibers are fed by a chute or hopper and condensed into the form of a lap or batting. This is initially opened into small tufts by a licker-in, which feeds the Fibers to the cylinder. The needles of the two opposing surfaces of the cylinder and flats or the rollers are inclined in opposite directions and move at different speeds. The main cylinder moves faster than the flats and, due to the opposing needles and difference in speeds, the fiber clumps are pulled and teased apart. In the roller-top card the separation occurs between the worker roller and the cylinder. The stripping roller strips the larger tufts and deposits them back on the cylinder. The Fibers are aligned in the machine direction and forms a coherent web below the surface of the needles of the main cylinder.
The web is doffed from the surface of cylinder by a doffer roller and deposited on a moving belt. The orientation ratio of the web at the doffer of a conventional card is approximately 5:1.
Productivity of older roller cards is about 30-50 kg/hour at the width of 1.5~2m. Nowadays, the roller cards of performance up to 1000kg/hour in width 2~3.5m are delivered. Flat carding machines are usually 1m wide and process about 5~50kg/hour.[3]
Spinning preparation and carding of staple Fibers have been and still are the subjects of studies and publications concerning various aspects. There is even research on the carding of micro-Fibers.[4]
- Garnett
Garnetts are similar to roller-top cards. R.L. Street has described the garnett as "a group of rolls placed in an order that allows a given wire configuration, along with certain speed relationships, to level, transport, comb and interlock Fibers to a degree that a web is formed."[2] Garnetts are mostly used to process waddings and for making pads for automobile and bedding industries. It delivers a more random web than a card. Most webs from garnetts are layered by crosslapping to build up the desired finished nonwoven weight.
- Aerodynamic web formation (air-lay)
The orientation created by carding is effectively improved by capturing Fibers on a screen from an air-stream. This is done on a Rando-Webber component. Starting with a lap or plied card webs fed by a feed roller, the Fibers are separated by a licker-in or spiked roller and introduced into an air-stream.
Figure 6
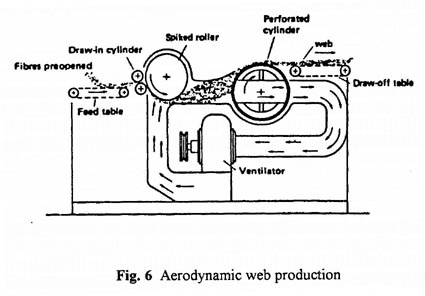
The total randomization excludes any preferred orientation when the Fibers are collected on the condenser screen. The web is delivered to a conveyor for transporting to the bonding area. Feeding of the Rando-Webber by the cards increases the uniformity of the web. The length of Fibers used in air-laying varies from 2 to 6 cm. The shorter lengths allow higher production speeds. Longer Fibers require higher air volume, i.e., a lower fiber density to avoid tangling. Problems associated with air-laying are speed, web uniformity and weight limitations. Due to uniformity problems, it has not been practical to make isotropic webs lighter than 30g/m2. Air-laying is slower than carding and, hence, more expensive.
The aerodynamic web forming process has some typical advantages and disadvantages[3]:
Among the advantages are:
- Isotropic structure of the web
- Voluminous webs can be produced
- Wide variety of processable Fibers such as natural, synthetic, glass, steel, carbon, etc.
The main disadvantages are as follows:
- Low level of opening fiber material by licker-in
- Variable structures of web in width of layer due to irregular air
flow close to walls of duct
- Possible entanglement of Fibers in air stream
- Centrifugal dynamic web formation (random card)
The centrifugal dynamic random card forms a web by throwing off Fibers from the cylinder onto a doffer with fiber inertia, which is subject to centrifugal force, in proportion to the square of the rotary speed. Orientation in the web is three-dimensional and is random or isotropic. The random card produces a 12 to 50 g/ m2 web with fine Fibers of 1.5 den and a web up to 100 g/m2 with coarse Fibers. The production of the random card is generally about 30 to 50% higher than conventional cards. The machine direction versus the cross-direction strength is better than those produced in the conventional card, but not as good as that of the air-laid webs. The number of machines required in the nonwovens line for the production of multi-layered webs can be reduced by the use of the random card. The broad scope of adaptability of the random card for producing a wide range of nonwovens has led to innovations in this method.
LAYERING
Web formations can be made into the desired web structure by the layering of the webs from either the card or garnett. Layering can be accomplished in several ways to reach the desired weight and web structure.
- Longitudinal Layering
- Cross layering(most common)
- Perpendicular layering
- Bonding and stabilization of webs
The type of bonding and finishing must also be considered when determining the chemical changes in the fiber properties that may develop, which might affect the end product. Equally important is the performance of the fiber in fiber preparation (opening and blending) and web formation.
- Mechanical bonding:
- Needle punch
Needle punching is a process of bonding nonwoven web structures by mechanically interlocking the Fibers through the web. Barbed needles, mounted on a board, punch Fibers into the web and then are withdrawn leaving the Fibers entangled. The needles are spaced in a non-aligned arrangement and are designed to release the fiber as the needle board is withdrawn.
- Stitch bonding
Stitch bonding is a method of consolidating fiber webs with knitting elements with or without yarn to interlock the Fibers. There are a number of different yarns that can be used. Kevlar is used for strength in the fabric for protective vests. Lycra
is used for stretch in the fabric. Home furnishings are a big market for these fabrics. Other uses are vacuum bags, geotextiles, filtration and interlinings. In many applications stitch-bonded fabrics are taking the place of woven goods because they are faster to produce and, hence, the cost of production is considerably less. - Thermal bonding
Thermal bonding is the process of using heat to bond or stabilize a web structure that consists of a thermoplastic fiber. All or part of the Fibers act as thermal binders, thus eliminating the use of latex or resin binders. Thermal bonding is the leading method used by the coverstock industry for baby diapers. Polypropylene has been the most suitable fiber with a low melting point of approximately 165
C. It is also soft to touch. The fiber web is passed between heated calender rollers, where the web is bonded. In most cases point bonding by the use of embossed rolls is the most desired method, adding softness and flexibility to the fabric. Use of smooth rolls bonds the entire surface of the fabric increasing the strength, but reduces drape and softness. - Chemical bonding
Bonding a web by means of a chemical is one of the most common methods of bonding. The chemical binder is applied to the web and is cured. The most commonly used binder is latex, because it is economical, easy to apply and very effective. Several methods are used to apply the binder and include saturation bonding, spray bonding, print bonding and foam bonding.
- Hydroentanglement
Hydroentanglement is a process of using fluid forces to lock the Fibers together. This is achieved by fine water jets directed through the web, which is supported by a conveyor belt. Entanglement occurs when the water strikes the web and the Fibers are deflected. The vigorous agitation within the web causes the Fibers to become entangled.
REFERENCE:
[1].Turbak, Albin.F., Nonwovens: Theory, Process, Performance And Testing.
[2] Street, R.L., "Mechanical Web Formations," 1981 fiber Fill Conference Proceedings, INDA, Charlotte, NC, p.1.
[3] Oldrich Jirsak and Larry C. wadsworth; "Nonwoven textiles", Carolina academic Express, 1999
[4] F. Leifeld; "Carding Micro-Fibers", Textile Technology, Melliand English, 2/1993 E43
Visit our nonwoven education page.
Apparel Search
Add Your Company Contact
Us About Us Advertise
News Letter Legal
Help
Copyright © 1999-2023 Apparel Search Company.
All Rights Reserved.
Buy Fashion
For The Holidays.