Spunbond Technology (Educational Research)
Hsu-Yeh Huang and Xiao Gao
INTRODUCTION
Spunbond fabrics are produced by depositing extruded, spun filaments onto a collecting belt in a uniform random manner followed by bonding the Fibers. The Fibers are separated during the web laying process by air jets or electrostatic charges. The collecting surface is usually perforated to prevent the air stream from deflecting and carrying the Fibers in an uncontrolled manner. Bonding imparts strength and integrity to the web by applying heated rolls or hot needles to partially melt the polymer and fuse the Fibers together. Since molecular orientation increases the melting point, Fibers that are not highly drawn can be used as thermal binding Fibers. Polyethylene or random ethylene-propylene copolymers are used as low melting bonding sites. Spunbond products are employed in carpet backing, geotextiles, and disposable medical/hygiene products. Since the fabric production is combined with fiber production, the process is generally more economical than when using staple fiber to make nonwoven fabrics. [1]
SPUNBONDING PROCESS
The spunbond process consists of the following integrated operations:[2]
- Polymer melting, transport and filtration of polymer melt
- Filament extrusion
- Filament drawing
- Filament deposition
- Bonding
Flowchart of Spunbonding Process
POLYMER
In general, high molecular weight and broad molecular weight distribution polymers such as PP, PET, Polyamide,etc. can be processed by spunbonding to produce uniform webs. Medium melt-viscosity polymers, commonly used for production of Fibers by melt-spinning, are used.
POLYPROPYLENE:
Isotactic polypropylene is the most widely used polymer for spunbond nonwovens production. It provides the highest yield (fiber per kilogram) and covering power at the lowest cost because of its low density. Considerable advances have been made in the manufacture of polypropylene resins and additives since the first spunbond polypropylene fabrics were commercialized in the 1960s. Although unstabilized polypropylene is rapidly degraded by UV light, improved stabilizers permit several years of outdoor exposure before fiber properties deteriorate. To reduce cost, scrap or polypropylene Fibers of inferior quality may be repelletized and then blended in small amounts with fresh polymer to produce first grade spunbond fabrics. This is very advantageous and important in a highly competitive industry.
POLYESTER:
Polyester is used in a number of commercial spunbond products and offers certain advantages over polypropylene, although it is more expensive. Unlike polypropylene, polyester scrap is not readily recycled in spunbond manufacturing. Tensile strength, modulus, and heat stability of polyester fabrics are superior to those of polypropylene fabrics. Polyester fabrics are easily dyed and printed with conventional equipment.
NYLON:
Spunbond fabrics are made from both nylon-6, and nylon-6,6. Nylon is highly energy intensive and, therefore, more expensive than polyester or polypropylene. Nylon-6,6 spunbond fabrics are produced with weights as low as 10 g/m2 and with excellent cover and strength. Unlike olefins and polyester fabrics, those made from nylon readily absorb water through hydrogen bonding between the amide group and water molecules.
POLYETHYLENE:
The properties of polyethylene Fibers that are meltspun by traditional methods are inferior to those of polypropylene Fibers. Advances in polyethylene technology may lead to the commercialization of spunbond structures with characteristics not yet attainable with polypropylene. A fiber grade polyethylene was announced in late 1986.
POLYURETHANE:
A new type of structure was announced in Japan with the commercialization of spunbond fabrics based on thermoplastic urethanes. Although spunbond urethane fabrics have been previously described, this represents the first commercial production of such fabrics. Unique properties are claimed for this product which appears to be well suited for apparel and other applications requiring stretch and recovery.
RAYONS:
Many type of rayons have been successfully processed into usable spunbond webs. The main advantage of rayon is that it provides good drape properties and softness to web.
POLYMER COMBINTION:
Some fabrics are composed of several polymers. A lower melting polymer can function as the binder which may be a separate fiber interspersed with higher melting Fibers, or two polymers may be combined into a single fiber type. In the latter case the so-called bi-component Fibers possess a lower melting component, which acts as a sheath covering over a higher melting core. Bicomponent Fibers are also spun by extrusion of two adjacent polymers. Polyethylene, nylon-6 and polyesters modified by isophthalic acid are used as bicomponent (lower melting) elements.
SPINNING AND WEB FORMATION
Spunbonding combines fiber spinning with web formation by placing the bonding device in line with spinning. In some arrangements the web is bonded in a separate step which, at first glance, appears to be less efficient. However, this arrangement is more flexible if more than one type of bonding is applied to the same web.
Figure 3
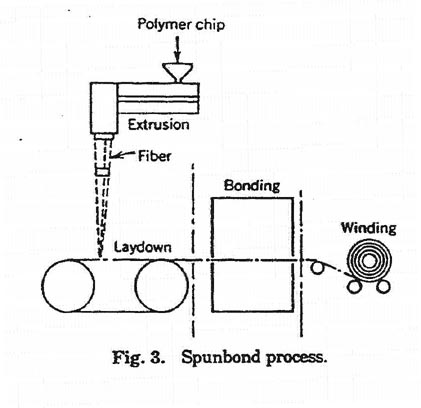
The spinning process is similar to the production of continuous filament yarns and utilizes similar extruder conditions for a given polymer. Fibers are formed as the molten polymer exits the spinnerets and is quenched by cool air. The objective of the process is to produce a wide web and, therefore, many spinnerets are placed side by side to generate sufficient Fibers across the total width. The grouping of spinnerets is often called a block or bank. In commercial production two or more blocks are used in tandem in order to increase the coverage of Fibers.
Before deposition on a moving belt or screen, the output of a spinneret usually consists of a hundred or more individual filaments which must be attenuated to orient molecular chains within the Fibers to increase fiber strength and decrease extensibility. This is accomplished by rapidly stretching the plastic Fibers immediately after exiting the spinneret. In practice the Fibers are accelerated either mechanically or pneumatically. In most processes the Fibers are pneumatically accelerated in multiple filament bundles; however, other arrangements have been described where a linearly aligned row or rows of individual filaments is pneumatically accelerated.
In traditional textile spinning some orientation of Fibers is achieved by winding the filaments at a rate of approximately 3,200 m/min to produce partially oriented yarns (POY). The POYs can be mechanically drawn in a separate step for enhancing strength. In spunbond production filament bundles are partially oriented by pneumatic acceleration speeds of 6,000 m/min or higher. Such high speeds result in partial orientation and high rates of web formation, particularly for lightweight structures (17 g/m2). The formation of wide webs at high speeds is a highly productive operation.
For many applications, partial orientation sufficiently increases strength and decreases extensibility to give a functional fabric (examples: diaper coverstock). However, some applications, such as primary carpet backing, require filaments with very high tensile strength and low degree of extension. For such application, the filaments are drawn over heated rolls with a typical draw ratio of 3.5:1. The filaments are then pneumatically accelerated onto a moving belt or screen. This process is slower, but gives stronger webs.
The web is formed by the pneumatic deposition of the filament bundles onto the moving belt. A pneumatic gun uses high-pressure air to move the filaments through a constricted area of lower pressure, but higher velocity as in a Venturi tube. In order for the web to achieve maximum uniformity and cover, individual filaments must be separated before reaching the belt. This is accomplished by inducing an electrostatic charge onto the bundle while under tension and before deposition. The charge may be induced triboelectrically or by applying a high voltage charge. The former is a result of rubbing the filaments against a grounded, conductive surface. The electrostatic charge on the filaments must be at least 30,000 esu/ m2.
Figure 4
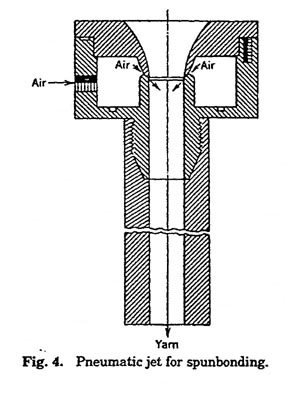
The belt is usually made of an electrically grounded conductive wire. Upon deposition, the belt discharges the filaments. This method is simple and reliable. Webs produced by spinning linearly arranged filaments through a so-called slot die eliminating the need for such bundle separating devices.
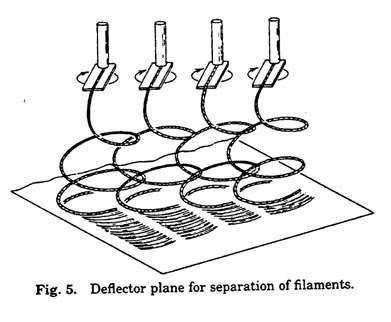
Filaments are also separated by mechanical or aerodynamic forces. The figure below illustrates a method that utilizes a rotating deflector plane to separate the filaments by depositing them in overlapping loops; suction holds the fiber mass in place.
Figure 5
For some applications, the filaments are laid down randomly with respect to the direction of the lay down belt. In order to achieve a particular characteristic in the final fabric, the directionality of the splayed filament is controlled by traversing the filament bundles mechanically or aerodynamically as they move toward the collecting belt. In the aerodynamic method, alternating pulses of air are supplied on either side of the filaments as they emerge from the pneumatic jet.
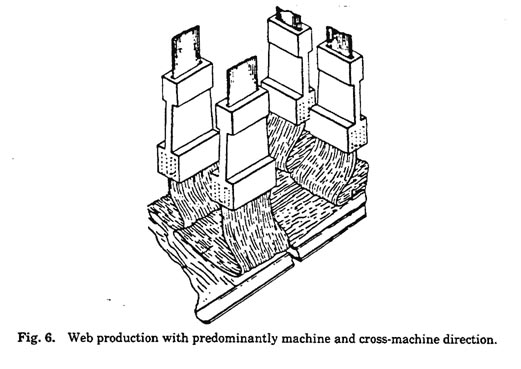
By proper arrangement of the spinneret blocks and the jets, lay down can be achieved predominantly in the desired direction. The production of a web with predominantly machine direction and cross-machine direction filament lay down is shown in the figure below. Highly ordered cross-lapped patterns can be generated by oscillating filament bundles, as shown.
Figure 6
If the lay down belt is moving and filaments are being rapidly traversed across this direction of motion, the filaments are being deposited in a zig-zag or sine-wave pattern on the surface of the moving belt. The effect of the traverse motion on the coverage and uniformity of the web has been treated mathematically. The result is that relationships between the collecting belt speed, period of traverse, and the width of filament curtain being traversed determine the appearance of the formed web. The following illustration shows the lay-down for a process where the collecting belt travels a distance equal to the width of the filament curtain x during one complete period of traverse across a belt width y. If the belt speed is Vb and the traverse speed is Vt, the number of layers deposited, z, is calculated by z = [x Vt/y Vb]. If the traverse speed is twice the belt speed and if x and y are equal, a double coverage occurs over all areas of the belt.
Figure 7
![]()
BONDING
Many methods can be used to bond the Fibers in the spun web. Although most procedures were developed for nonwoven staple Fibers, they have been successfully adapted for continuous filaments. These include mechanical needling, thermal bonding, and chemical bonding. The last two may bond large regions (area bonding) or small regions (point bonding) of the web by fusion or adhesion of Fibers. Point bonding results in the fusion of Fibers at points, with Fibers between the point bonds remaining relatively free. Other methods used with staple fiber webs, but not routinely with continuous filament webs include stitchbonding, ultrasonic fusing, and hydraulic entanglement. The last method has the potential to produce very different continuous filament structures, but is more complex and expensive. The choice of a particular bonding technique is dictated mainly by the ultimate fabric applications, Occasionally, a combination of two or more techniques is employed to achieve bonding.
SPUNBOND PROCESS SYSTEM
A number of spunbond processes can be fitted into one of these three routes with appropriate modification. The following are three successful spinning, drawing, and deposition systems merit a brief discussion.
"Docan" system
This route was first developed by the Lurgi Kohle & Mineral-Oltechnik GmbH of Germany in 1970. Many nonwoven companies have licensed this route from the Lurgi Corporation for commercial production.[3] This route (chart 2 below) is based on the melt spinning technique. The melt is forced by spin pumps through special spinnerets having a large number of holes. By suitable choice of extrusion and spinning conditions, desired filament denier is attained. The blow ducts located below individual spinnerets continuously cool the filaments with conditioned air. The force required for filament drawing and orientation is produced by a special aerodynamic system. Each continuous filament bundle is picked up by a draw-off jet operated on high pressure air and passed through a guide tube to a separator which effects separation and fanning of the filaments [8]. Finally, the filament fan leaving the separators is deposited as a random web on a moving sieve belt. The suction below the sieve belt enhances the random lay down of the filaments.
Chart 2
Reicofil' system
This route has been developed by Reifenhauser GmbH of Germany. Many nonwovens companies have licensed this route from the Reiferihauser GmbH for commercial production. This route (Chart 3 below), is based on the melt spinning technique.[3] The melt is forced by spin pumps through special spinnerets having a large number of holes. The primary blow ducts, located below the spinneret block, continuously cool the filaments with conditoned air. The secondary blow ducts, located below the primary blow ducts, continuously supply the auxiliary room temperature air. Over the line's entire working width, ventilator-generated underpressure sucks filaments and mixed air down from the spinnerets and cooling chambers. The continuous filaments are sucked through a venturi (high velocity, low pressure zone) to a distributing chamber, which affects fanning and entanglement of the filaments. Finally, the entangled filaments are deposited as a random web on a moving sieve belt. The randomness is imparted by the turbulence in the air stream, but there is a small bias in the machine direction due to some directionality imparted by the moving belt. The suction below the sieve belt enhances the random lay down of the filaments.
Chart 3
"Lutravil" System
This route was first developed by Carl Freudenberg Company of Germany in 1965. This process is proprietary and is not available for commercial licensing. This route (Chart 4), is based on the melt spinning technique. The melt is forced by spin pumps through special spinnerets having a large number of holes. The primary blow ducts, located below the spinneret block, continuously cool the filaments with conditioned air. The secondary blow ducts, located below the primary blow ducts, continuously supply controlled room-temperature air. The filaments are passed through a special device, where high pressure tertiary air draws and orients the filaments. Finally, the filaments are deposited as a random web on a moving sieve belt.[4]
Chart 4
CHARACTERISTICS AND PROPERTIES
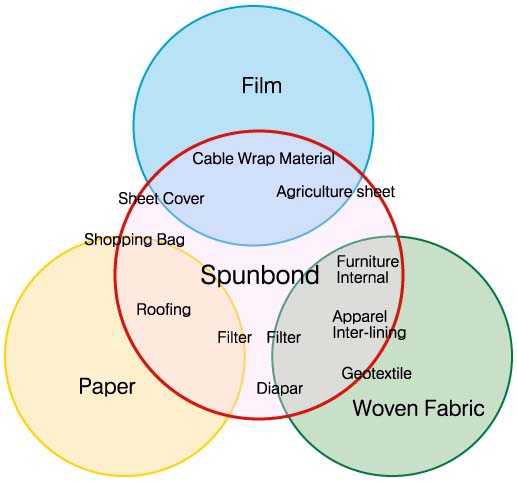
The spunbonded webs represent a new class of man-made product, with a property combination falling between paper and woven fabric. Spunbonded webs offer a wide range of product characteristics ranging from very light and flexible structure to heavy and stiff structure. [4]
- Random fibrous structure
- Generally the web is white with high opacity per unit area
- Most spunbond webs are layered or shingled structure, the number of layers increases with increasing basis weight
- Basis weights range between 5 and 800 g/m2, typically
10-200 g/ m2
- fiber diameters range between 1 and 50 um, but the preferred range is
between 15 and 35 um
- web thicknesses range between 0. 1 and 4.0 mm, typically 0.2-1.5mm
- High strength-to-weight ratios compared to other nonwoven, woven, and
knitted structures
- High tear strength (for area bonded webs only)
- Planar isotropic properties due to random lay-down of the Fibers
- Good fray and crease resistance
- High liquid retention capacity due to high void content
- High in-plane shear resistance, and low drapeability.
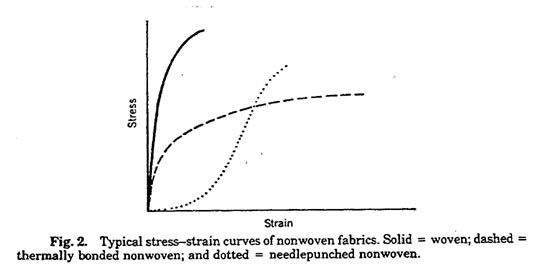
Spunbond fabrics are characterized by tensile, tear, and burst strengths, elongation-to-break, weight, thickness, porosity and stability to heat and chemicals. These properties reflect fabric composition and structure. Comparison of generic stress-strain curves of thermally bonded and needlepunched fabrics shows that the shape of the load-strain curves is a function of the freedom of the filaments to move when the fabric is placed under stress.
Figure 2
Some applications require special tests for sunlight, oxidation, burning resistance, moisture vapor and liquid transport, coefficient of friction, seam strength and aesthetic properties. Most properties can be determined with standardized test procedures (INDA). Typical physical properties are given below.
Table 1
Tables 1
| Product | Basis wt. g/m2 | Thickness mm | Tensile St.a Nb | Tear St. Nb | Mullen burst KPac | Bonding Method | ||||||
| Accord | 69 | 144MD 175CD |
36MD 41CD |
324 | Point thermal | |||||||
| Bidim | 150 | 495 | 279 | 1550 | Needlepunch | |||||||
| Cerex | 34 | 0.14 | 182MD 116CD |
40MD 32CD |
240 | Chemically Induced area |
||||||
| Corovin | 75 | 130 | 15 | Point thermal | ||||||||
| Lutradur | 84 | 0.44 | 275MD 297CD |
86MD 90CD |
600 | Copolymer Area thermal |
||||||
| Polyfelt | 137 | 585 | 225 | 1450 | Needlepunch | |||||||
| Reemay | 68 | 0.29 | 225MD 180CD |
45MD 50CD |
331 | Copolymer Area thermal |
||||||
| Terram | 137 | 0.7 | 850 | 250 | 1100 | Area thermal [sheath/core] |
||||||
| Trevira | 155 | 630MD | 270MD | 1520 | Needlepunch | |||||||
| Typar | 137 | 0.38 | 650MD 740CD |
345MD 355CD |
1210 | Undrawn segments-area thermal |
||||||
| Tyveck | 54 | 0.15 | 4.6MD 5.1CD |
4.5MD 4.5CD |
Area and point thermal |
|||||||
aMD=machine direction; CD=Transverse direction.
bTo convert N to pound force, divide by 4.448.
cTo convert Kpa to psi, multiply by 0.145.
APPLICATIONS
Today spunbonded webs are used throughout the automobile and in many different applications. One of the major uses of spunbonded webs in automobile is as a backing for tufted automobile floor carpets. The spunbonded webs are also used for trim parts, trunkliners, interior door panel, and seat covers.
- Civil Engineering
The civil engineering market segment remains the largest single market spunbond webs, constituting over 25% of the total. Spunbonded civil engineering webs cover a multiple of related uses, such as, erosion control, revestment protection, railroad beds stabilization, canal and reservoir lining protection, highway and airfield black top cracking prevention, roofing, etc.[6]. The particular properties of spunbonded webs - which are responsible for this revolution - are chemical and physical stability, high strength/cost ratio, and their unique and highly controllable structure which can be engineered to provide desired properties [6].
- Sanitary and medical
The use of spunbond web as a coverstock for diapers and incontinence devices has grown dramatically in the past decade. This is mainly because of the unique structure of spunbond, which helps the skin of the user stay dry and comfortable [7]. Additionally, spunbond webs are cost effective over other conventional nonwovens. Spunbond web, as coverstock, is also widely used in sanitary napkins and to a limited extent in tampons.
In medical applications many traditional materials have been replaced by high performance spunbonded webs. The particular properties of spunbonded webs, which are responsible for medical use, are: breathability; resistance to fluid penetration; lint free structure; sterilizability; and, impermeability to bacteria. Medical applications include: disposable operating room gowns, shoe covers and sterilizable packaging [7].
- Packaging
Spunbonded fabrics are widely used as packaging material where paper products and plastic films are not satisfactory. The examples include: metal-core wrap, medical sterile packaging, floppy disk liners, high performance envelopes and stationery products.
Table 2
Market and Producers
Recent developments in spunbonding equipment have aimed at increasing the versatility of the technology. Today an increasing number of machinery builders can offer spunbonding and meltblowing equipment to facilitate the production of SMS, SMMA and other composite permutations. One of the latest to enter sector is Kobelco, Japan. Kobelco is one of the main Asian sources of spunbonding installations, but formerly concentrated on developing lines for producing fine-denier spunbonds. However, an agreement recently made with Accurate Products will permit Kobelco to adopt meltblown technology developed by the US company to offer SMS lines.[5]
Chart 5 shows a breakdown of the world's markets for fine denier spunbond and SMS PP in tons. The North American market (excluding Mexico) consumed 182,000 tons, representing 34% of global fine denier consumption. It is expected that this market will grow about 6% per year to 231,000 tons per year (pty) by 2001.
Europe consumed 165,000 tpy in 1997 and accounted for 31 % of the world's fine denier PP consumption. As in North America, European spunbond consumption grew rapidly between 1993 and 1997, propelled to a large extent by the increasing use of spunbond and SMS PP materials by absorbent products as capacity came onstream. We expect growth of the North American and European spunbond and SMS markets will continue to grow in the 6-7% range per year.
Chart 5
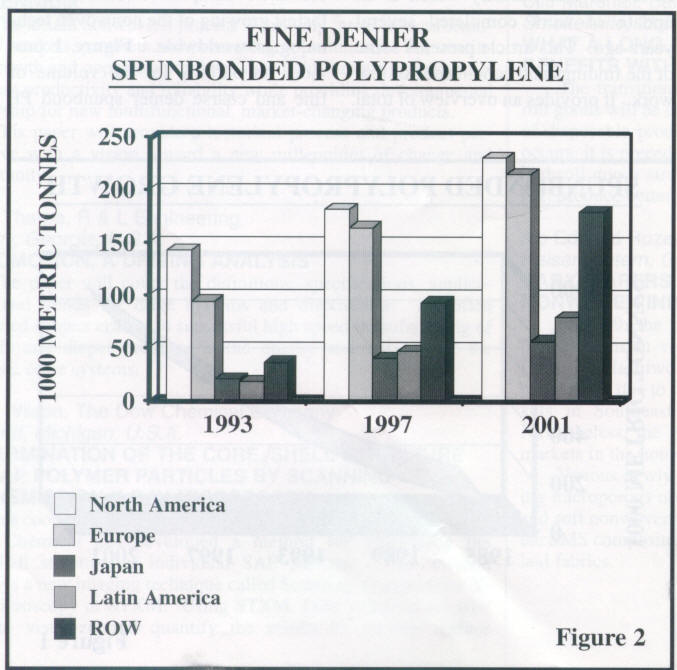
The Rest of World (ROW) markets consumed about 94,000 tpy in 1997. There is considerable spunbond capacity expansion in many world regions. [9]
Early marketing efforts centered on the substitution of woven textile fabrics by spunbond fabrics. This was achieved where only functionality was important. Where a more traditional textile like appearance is required, progress has been slow. Nevertheless, spunbond fabrics are recognized as a unique class of nonwoven fabrics. The area of largest growth has been disposable diaper coverstock, which accounts for more than 50% of the US coverstock market. There has been a steady increase in the spunbond market and the trends show continuity of market growth. Growth is forecast to exceed the growth of all nonwovens, which is expected to grow at 7% per year. Additional growth is anticipated in geotextiles, roofing, carpet backing, medical and durable paper applications.
West European output of spunbonds in 1970 was a mere 2,000 tonnes. In 1997, output had reached 318,000 tonnes. It is generally accepted that 1998 statistics, when generally available, will show further increases. In the 1970s, spunbonding expertise was virtually confined to a handful of companies, mainly fiber producers, who had at great expense developed their own proprietary technology and plant, or had acquired a Docan process license and machinery from the Lurgi Group. Today only one major fibre producer still operates a spunbonding facility in Western Europe, and there are probably more sources of spunbonding machinery in the region than builders of needlelooms.
Reference:
[1] Encyclopedia of Polymer Science and Engineering
[2] Oldrich Jirsak and Larry C. Wadsworth:
Nonwoven Textiles
, Carolina
Academic Press, ISBN: 0-89089-978-8, 1999
[3] Sanjiv R. Malkan and Larry C. Wadsworth:
A review on spunbond
technology, Part I
, INB, Nonwovens vol.3, 1992 , 4-14
[4] Sanjiv R. Malkan and Larry C. Wadsworth:
A review on spunbond
technology, Part II
, INB, Nonwovens vol.4, 1992 , 24-33
[5] 'spunbonding
, Textile Month, March 1999, 16
[6] Poter K.;
Enzyclopedia of chemical technology
, 3rd
edition, 16, 72-104
[7] Smorada, R. L.;
Enzyclopedia of polymer science and engineering
,
New York, 227-253
[8] NRI, 135, 9, 1982, 7-10
[9] Ian Butler;
Worldwide prospects for spunbond
, nonwovens world,
September 1999, 59-63
Apparel Search
Add Your Company Contact
Us About Us Advertise
News Letter Legal
Help
Copyright © 1999-2023 Apparel Search Company.
All Rights Reserved.
Buy Fashion
For The Holidays.