COTTON Fibers (Educational Research)
Xiao Gao and Praveen Kumar Jangala
INTRODUCTION
Cotton today is the most used textile fiber in the world. Its current market share is 56 percent for all Fibers used for apparel and home furnishings and sold in the U.S. [1]. Another contribution is attributed to nonwoven textiles and personal care items. It is generally recognized that most consumers prefer cotton personal care items to those containing synthetic Fibers.
World textile fiber consumption in 1998 was approximately 45 million tons. Of this total, cotton represented approximately 20 million tons.[21]
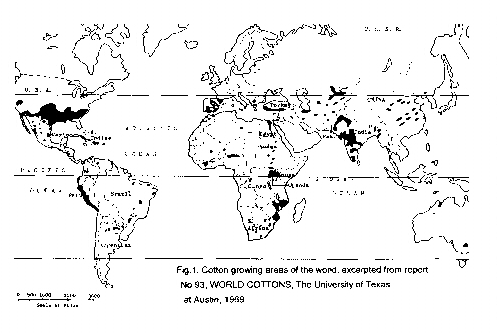
The earliest evidence of using cotton as a textile fiber is from India and the date assigned to this fabric is 3000 B.C. There were also excavations of cotton fabrics of comparable age in Southern America. Cotton cultivation first spread from India to Egypt, China and the South Pacific. Even though cotton fiber had been known already in Southern America, the large scale cotton cultivation in Northern America began in the 16th century with the arrival of colonists to southern parts of today's United States.[2]
The largest rise in cotton production is connected with the invention of the saw-tooth cotton gin by Eli Whitney in 1793.[3] With this new technology, it was possible to produce more cotton fiber, which resulted in big changes in the spinning and weaving industry, especially in England.
Today, cotton is grown in more than 80 countries worldwide.
Map
- COTTON CHARATERISTICS
- Cotton, as a natural cellulosic fiber, has a lot of characteristics, such as;
- Apparel - Wide range of wearing apparel: blouses, shirts, dresses, childrenswear, activewear, separates, swimwear, suits, jackets, skirts, pants, sweaters, hosiery, neckwear.
- Home Fashion - curtains, draperies, bedspreads, comforters, throws, sheets, towels, table cloths, table mats, napkins
STRUCTURE AND PROPERTIES OF COTTON Fibers
fiber STRUCTURE AND FORMATION
The botanical name of American Upland cotton is Gossypium Hirsutum and has been developed from cottons of Central America. Upland varieties represent approximately 97% of U.S. production [3].
Cotton Structure
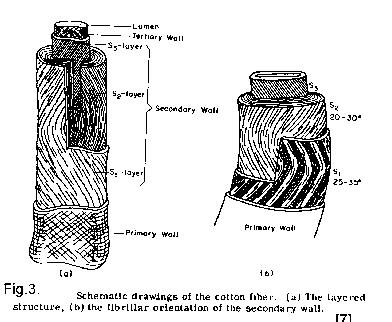
Each cotton fiber is composed of concentric layers. The cuticle layer on the fiber itself is separable from the fiber and consists of wax and pectin materials. The primary wall, the most peripheral layer of the fiber, is composed of cellulosic crystalline fibrils.[7] The secondary wall of the fiber consists of three distinct layers. All three layers of the secondary wall include closely packed parallel fibrils with spiral winding of 25-35o and represent the majority of cellulose within the fiber. The innermost part of cotton fiber- the lumen- is composed of the remains of the cell contents. Before boll opening, the lumen is filled with liquid containing the cell nucleus and protoplasm. The twists and convolutions of the dried fiber are due to the removal of this liquid. The cross section of the fiber is bean-shaped, swelling almost round when moisture absorption takes place.
The overall contents are broken down into the following components.
Raw Cotton Components
During scouring (treatment of the fiber with caustic soda), natural waxes and fats in the fiber are saponified and pectins and other non-cellulosic materials are released, so that the impurities can be removed by just rinsing away. After scouring, a bleaching solution (consisting of a stabilized oxidizing agent) interacts with the fiber and the natural color is removed. Bleaching takes place at elevated temperature for a fixed period of time[1]. Mercerization is another process of improving sorption properties of cotton. cotton fiber is immersed into 18- 25% solution of sodium hydroxide often under tension [7]. The fiber obtains better luster and sorption during mercerization.
After scouring and bleaching, the fiber is 99% cellulose. Cellulose is a polymer consisting of anhydroglucose units connected with 1,4 oxygen bridges in the beta position. The hydroxyl groups on the cellulose units enable hydrogen bonding between two adjacent polymer chains. The degree of polymerization of cotton is 9,000-15,000 [1]. Cellulose shows approximately 66% crystallinity, which can be determined by X-ray diffraction, infrared spectroscopy and density methods.
Each crystal unit consists of five chains of
anhydroglucose units, parallel to the fibril axis. One chain is located at
each of the corners of the cell and one runs through the center of the cell.
The dimensions of the cell are a = 0.835nm, b = 1.03 nm and c = 0.79 nm. The
angle between ab and bc planes is 84
for normal cellulose, i.e , Cellulose
I.[8]
Repeat unit of cellulose
The current consensus regarding cellulose crystallinity (X-ray diffraction) is that Fibers are essentially 100% crystalline and that the observed disorder is caused by very small crystalline units imperfectly packed together.
The density method used to determine cellulose crystallinity is based on the density gradient column, where two solvents of different densities are partially mixed. Degree of Crystallinity is, then, determined from the density of the sample, while densities of crystalline and amorphous cellulose forms are known (1.505 and 1.556 respectively). Orientation of untreated cotton fiber is poor because the crystallites are contained in the microfibrils of the secondary wall, oriented in the steep spiral (25-30o) to the fiber axis.
Figure
![]()
PHYSICAL PROPERTIES OF COTTON
- fiber LENGTH
fiber length is described [5] as "the average length of the longer one-half of the Fibers (upper half mean length)" This measure is taken by scanning a "beard " of parallel Fibers through a sensing region. The beard is formed from the Fibers taken from the sample, clasped in a holding clamp and combed to align the Fibers. Typical lengths of Upland cottons might range from 0.79 to 1.36in.
Cottons come from the cotton plant, the longer strand types such as Pima or Sea Island produce the finest types of cotton fabrics.[16]
- LENGTH UNIFORMITY
Length uniformity or uniformity ratio is determined as " a ratio between the mean length and the upper half mean length of the Fibers and is expressed as a percentage"[5]. Typical comparisons are illustrated below.
Length Table
| LENGTH UNIFORMITY | UNIFORMITY INDEX [%] | |
| Very High | >85 |
|
| High | 83-85 |
|
| Intermediate | 80-82 |
|
| Low | 77-79 |
|
| Very Low | <77 |
|
Low uniformity index shows that there might be a high content of short Fibers which lowers the quality of the future textile product.
- fiber STRENGTH
fiber strength is measured in grams per denier. It is determined as the force necessary to break the beard of Fibers, clamped in two sets of jaws, (1/8 inch apart) [5]. Typical tensile levels are illustrated. The breaking strength of cotton is about 3.0~4.9 g/denier, and the breaking elongation is about 8~10%.[18]
Strength Table
| DEGREE OF STRENGTH | fiber STRENGTH [g/tex] | |
| Very Strong | >31 |
|
| Strong | 29-30 |
|
| Average | 26-28 |
|
| Intermediate | 24-25 |
|
| Weak | <23 | |
- MICRONAIRE
Micronaire measurements reflect fiber fineness and maturity. A constant mass (2.34 grams) of cotton Fibers is compressed into a space of known volume and air permeability measurements of this compressed sample are taken. These, when converted to appropriate number, denote micronaire values.
Micronaire Table
| COTTON RANGE | MICRONAIRE READING | |
| Premium | 3.7-4.2 |
|
| Base Range | 4.3-4.9 |
|
| Discount Range | >5.0 |
|
- COLOR
The color of cotton samples is determined from two parameters: degree of reflectance (Rd) and yellowness (+b). Degree of reflectance shows the brightness of the sample and yellowness depicts the degree of cotton pigmentation. Each color code is represented by a defined area located in a Nickerson-Hunter cotton colorimeter diagram. The color of the Fibers is affected by climatic conditions, impact of insects and fungi, type of soil, storage conditions etc. There are five recognized groups of color: white, gray, spotted, tinged, and yellow stained. As the color of cotton deteriorates, the processability of the Fibers decreases.
Hunter-Nickerson Chart
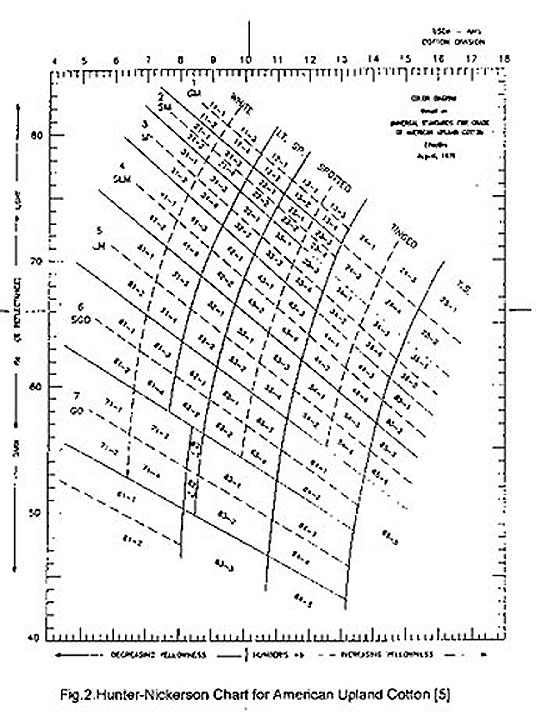
Work at the University of Tennessee has led to color measurement using both a spectrometer CIE-based average color measurment and a color uniformity measurement using image analysis to improve the accuracy and provide additional measurement for color grading.[17] Later the investigators developed two color grading systems using expert system and neural networks.
- TRASH
A trash measurement describes the amount of non-lint materials (such as parts of cotton plant) in the fiber. Trash content is assessed from scanning the cotton sample surface with a video-camera and calculating the percentage of the surface area occupied by trash particles. The values of trash content should be within the range from 0 to 1.6%. Trash content is highly correlated to leaf grade of the sample.
- LEAF GRADE
Leaf grade is provided visually as the amount of cotton plant particles within the sample. There are seven leaf grades (#1-#7) and one below grade (#8).
- PREPARATION
Preparation is the classer's interpretation of fiber processability in terms of degree of roughness or smoothness of ginned cotton.
- EXTRANEOUS MATTER
Extraneous matter is all the material in the sample other than fiber and leaf. The degree of extraneous matter is determined by the classer either as "light " or "heavy".
- NEPS
A nep is a small tangled fiber knot often caused by processing. Neps can be measured by the AFIS nep tester and reported as the total number of neps per 0.5 grams of the fiber and average size in millimeters. Nep formation reflects the mechanical processing stage, especially from the point of view of the quality and condition of the machinery used.
CHEMICAL PROPERTIES OF COTTON
Cotton swells in a high humidity environment, in water and in concentrated solutions of certain acids, salts and bases. The swelling effect is usually attributed to the sorption of highly hydrated ions. The moisture regain for cotton is about 7.1~8.5% and the moisture absorption is 7~8%.[18]
Cotton is attacked by hot dilute or cold concentrated acid solutions. Acid hydrolysis of cellulose produces hydro-celluloses. It is not affected by cold weak acids. The Fibers show excellent resistance to alkalis. There are a few other solvents that will dissolve cotton completely. One of them is a copper complex of cupramonium hydroxide and cupriethylene diamine (Schweitzer's reagent [9])
Cotton degradation is usually attributed to oxidation, hydrolysis or both. Oxidation of cellulose can lead to two types of so-called oxy-cellulose[10], depending on the environment, in which the oxidation takes place.
Insert formula or equation: Oxy-cellulose
![]()
Also, cotton can degrade by exposure to visible and
ultraviolet light, especially in the presence of high temperatures around
250~397
C[18] and humidity. Cotton Fibers are
extremely susceptible to any biological degradation (microorganisms, fungi
etc.)
OPTICAL PROPERTIES OF COTTON
Cotton Fibers show double refraction when observed in polarized light. Even though various effects can be observed, second order yellow and second order blue are characteristic colors of cellulosic Fibers. [8] A typical birefringence value as shown in the table of physical properties, is 0.047.
COTTON CLASSIFICATION
- Cotton classification is used to determine the quality of the cotton fiber in terms of grade, length and micronaire [1]. USDA [5] classification specifically identifies the characteristics of fiber length, length uniformity, strength, micronaire, color, preparation, leaf and extraneous matter. In the past, these qualities were classified just by hand-and-eye of an experienced classer. Since 1991, all classification has been carried out with a set of up-to-date instruments, called "HVI"(High Volume Instrumentation) classification [1].
However, measuring techniques of other qualities of cotton fiber, such as fiber maturity and short fiber content, are also being developed.
COTTON IN NON-WOVENS
Cotton is the most important apparel fiber throughout the world. It is a fiber that was used fairly extensively during the early, developmental period of the nonwovens business primarily because the emerging dry-laid producers came from the textile industry and had an intimate knowledge of cotton and its processing characteristics.[24]
It was in the early part of 20th Century that a few cotton mills in the US wanted to find ways to upgrade the waste cotton Fibers into saleable products. The first method used was bonding the short cotton Fibers (fiber waste) with latex and resin. These products were used mainly as industrial wipes. After World War II, products like draperies, tablecloths, napkins and wiping towels were developed. It was realized that woven fabrics have much better properties than nonwovens; so, the approach was to claim the market where superior qualities of woven or knit fabrics were not essential but where qualities better than those of paper were needed.
As the quality requirements for nonwoven fabrics increased and particularly as the need for white, clean fabric emerged, the use of raw cotton became unacceptable and was abandoned by the industry except for a few isolated product areas.
Within the last decade, bleached cotton fiber suitable for processing on conventional nonwoven equipment has become available and has substantially increased interest in this fiber. This is particularly true in medical and healthcare applications, wiping and wiper markets, and some apparel markets.
The raw cotton consists of about 96% cellulose and 4% of waxes, pectin, and other proteinaceous and plant material. These minor constituents that must be removed in the scouring and bleaching process to give the soft, clean, white, absorbent fiber that is satisfactory for the nonwovens industry after the application of an appropriate finishing oil.
The fiber length of cotton is important, particularly as to its processability. Longer staple cotton (0.75 in. to 1.25 in.) is satisfactory for nonwoven production. The fiber has excellent absorbency and feels comfotable against the skin. It has fairly good strength both wet and dry, and has moderate dimensional stability and elastic recovery. But the resilience of cotton is relatively low, unless it is cross-linked by a chemical treatment.
In nonwoven applications, the purity and absorbency of bleached cotton are utilized in growing medical and healthcare applications. Such fabrics usually are produced by the spunlace process. For similar reasons, cotton spunlace fabrics are well accepted in personal and related wipes, especially in Japan and the ASIAN region.
In a sense, bleached cotton fiber for nonwoven application is a relatively new fiber. It is a comparatively expensive fiber and available from only a few sources. Consequently, its use still is restricted to specialized applications. This situation is likely to change in the future as the price is further reduced and availability increased.
fiber PROCESSING
About 30% of world cotton production is harvested by machines. Australia, Israel and USA are the only countries where all cottons are picked by machines. Fifteen percent of world cotton production is ginned on roller gins and almost all rest of cotton is saw ginned in most countries.[12]
Cotton Fibers in non-wovens are generally used in their bleached form. A lot of research and development has taken place for the efficient production of bleached Fibers. Most of the bleached cotton Fibers are produced by the Kier bleaching process. Since cotton of lesser grades is useful for non-wovens, a conventional cleaning system does not suffice. This might include a coarse wire carding, called Cotton Master Cleaners, for cleaning the cotton.
- The conventional bleaching method for cottons meant for non-wovens is a 9 step process are:
a) fiber opening and cleaning
b) Alkali scouring application
c) Alkali reaction stage
d) Rinsing
e) Bleach application
f) Bleach reaction stage
g) Rinsing
h) Finish application
i) Drying
A continuous textile processing system and method have been disclosed recently for producing a nonwoven web containing bleached cotton Fibers in a single line system which includes a supply of Fibers such as a bale opening device, The final nonwoven web consisting of bleached cotton Fibers may be made into highly purified and absorbent wipes, pads, and other articles for medical, industrial, or domestic use.[15]
Finally, there is opening and bale formation.
- Cotton Incorporated
a)fiber opening and Cleaning
b) Formation of web
c) Steam purging and Alkali impregnation onto the sandwiched cotton web
between 2 porous conveyors.
d) After reaction, a pressure squeezing operation.
e) Similar processes for bleaching and then finishing.
- The recent system for scouring an bleaching of cotton fiber is the Continuous Wet Finishing Technique' patented by Lawrence Girard and Walter E Meyer and assigned to Greenville Machinery Corporation. It consists of :
- Opening and Cleaning
- Conversion of Fibers into a batt, weighing 10-30 ounces/sq. yard, by Needle punching or Air-lay technique.
- Scouring
- Bleaching
- finishing
- Washing
- Drying
- fiber opening
Advantages of Continuous Finishing Techniques are :
a) Uniformity of scouring and bleaching
b) Uniformity of finish application
c) Shorter time in process for the materials
d) Lower water consumption and less effluent for treatment
e) The ability to provide additional chemical treatments to the cotton.
COST OF PRODUCING COTTON
The international cotton advisory committee(ICAC) undertakes a survey of the cost of the production of cotton every three years based on the data from 31 countries.[14] Several factors are considered, such as land rent, fertilizers, insect control, irrigation, harvesting and ginning. The cost of seed cotton is more than $500 in USA to produce one hectare of seed cotton. The net cost of producing lint from one hectare (the value of seed and land rent were excluded from the total cost) is highest in Australia(US$1,056) followed by the USA(US$889), Pakistan(US$814), Zimbabwe(US$426) and China(US$416). It is most expensive to produce a kilogram of lint in the USA(US$1.20), Australia(US$0.75) and china(US$0.48).
WEB PROCESSING WITH COTTON
Cotton Fibers are used in the manufacture of nonwovens
either alone or in a blend. The various processes for the manufacture of
non-wovens are :
HYDROENTANGLEMENT:
- This method of bonding provides strength to the Nonwovens, comparable to woven fabric of the same basis weight. This method yields high strength without interfering with the absorbency, tensile strength and aesthetic properties of cotton. This type of nonwovens can be wet processed like the conventional woven textiles for bleaching, dyeing and finishing. To manufacture soft loose nonwovens, partially entangled webs are produced by subjecting cotton webs to low water jet pressures (approx. 300-500 psi). These types of webs can be wet processed in a pad/batch state. The limitations of this process are that production has been limited to fiber blends because of problems in recycling water and the quality of bleached cotton.
NEEDLE PUNCHING:
- Needle punched cotton provides highly efficient filter media based on the irregular fiber shape and absorption properties. Increased tenacity in the wet condition can be an important advantage for cotton filters. To build strength, scrim materials can be used as in bed blankets and industrial fabrics. Needles of 36-42 gauge have been found appropriate for the production of cotton needle punched nonwovens. For very heavy fabrics, use is made of gauge 32 and for finer fabrics 40-42 gauge needles are being used.
THERMAL BONDING:
- In this process cotton webs with blends of thermoplastic Fibers are passed between 2 hot rollers (Calendar rollers). The thermoplastic fiber softens/melts and bonds the web. The initial work was done with polyester as the thermoplastic fiber. Later polypropylene was extended for the study because of economics, density and melting temperature considerations. This was mainly to study the application as a diaper lining material. Substantial work is still being done to develop this type of nonwovens.
OTHER BONDING SYSTEMS:
- Impregnating the web with a resin or other adhesive material.
- Stripping off of the web with adhesive which bonds the Fibers together at regular intervals.
- Stitch bonding: cotton web is stitched like in sewing and the product performance depends on web weight , stitch/inch and type of sewing thread.
APPLICATIONS AND MANUFACTURERS OF COTTON NON-WOVENS
Cotton nonwovens are used as swabs, puffs, wipes, filters, waddings, personal care products like in diapers & feminine hygiene products, semi-durable segments like bedding, household furnishing, pillow fillers, etc.
|
SUPPLY AND DISTRIBUTION OF
COTTON |
|
Million Metric Tons Est. 1995 1996 1997 1998 1999 2000 Est. Proj. Proj. BEGINNING STOCKS WORLD TOTAL 7.374 8.928 9.401 9.89 9.60 9.61 CHINA (MAINLAND) 2.788 3.715 4.002 4.30 4.12 3.47 USA 0.577 0.568 0.865 0.85 0.73 0.98 NET EXPORTERS 2.954 3.609 3.908 4.05 3.85 4.31 NET IMPORTERS 1/ 4.420 5.319 5.494 5.84 5.75 5.30 PRODUCTION WORLD TOTAL 20.352 19.607 20.030 18.53 19.08 18.77 CHINA (MAINLAND) 4.768 4.203 4.602 4.50 4.00 3.80 USA 3.897 4.124 4.092 3.03 4.00 3.90 INDIA 2.885 3.024 2.686 2.75 2.85 2.86 PAKISTAN 1.801 1.594 1.561 1.48 1.50 1.50 UZBEKISTAN 1.254 1.062 1.139 1.00 1.05 1.10 TURKEY 0.851 0.784 0.838 0.87 0.82 0.79 OTHERS 4.895 4.816 5.113 4.90 4.86 4.82 CONSUMPTION WORLD TOTAL 18.580 19.378 19.269 18.84 19.06 19.23 CHINA (MAINLAND) 4.500 4.700 4.700 4.60 4.40 4.30 INDIA 2.576 2.864 2.684 2.68 2.85 2.95 EU, C. EUR. & TURKEY 2.351 2.513 2.597 2.36 2.44 2.45 USA 2.318 2.422 2.471 2.30 2.25 2.10 EAST ASIA & AUSTRALIA 2.160 2.086 1.922 1.97 2.04 2.00 PAKISTAN 1.540 1.524 1.543 1.53 1.56 1.60 BRAZIL 0.817 0.830 0.750 0.74 0.78 0.85 cis 0.441 0.406 0.445 0.43 0.48 0.50 OTHERS 1.878 2.034 2.157 2.24 2.27 2.47 EXPORTS WORLD TOTAL 5.972 6.051 5.913 5.29 5.71 5.90 USA 1.671 1.495 1.633 0.93 1.50 1.70 UZBEKISTAN 0.940 1.042 1.050 0.90 0.88 0.96 FRANCOPHONE AFRICA 0.608 0.721 0.826 0.84 0.89 0.93 AUSTRALIA 0.308 0.519 0.575 0.65 0.58 0.58 GREECE 0.275 0.195 0.187 0.23 0.24 0.20 ARGENTINA 0.266 0.290 0.220 0.17 0.09 0.06 CHINA (MAINLAND) 0.005 0.002 0.006 0.15 0.30 0.30 IMPORTS WORLD TOTAL 5.809 6.137 5.742 5.34 5.71 5.90 EAST ASIA & AUSTRALIA 2.137 1.992 1.786 1.92 2.04 1.94 EU, C. EUR. & TURKEY 1.443 1.640 1.702 1.51 1.61 1.51 SOUTH AMERICA 0.510 0.633 0.581 0.49 0.52 0.71 cis 0.224 0.206 0.273 0.24 0.29 0.29 CHINA (MAINLAND) 0.663 0.787 0.399 0.07 0.05 0.05 TRADEIMBALANCE2) -0.163 0.086 -0.170 0.05 0.00 0.00 STOCKS ADJUSTMENT 31 -0.055 0.159 -0.100 -0.03 -0.01 03 ENDING STOCKS WORLD TOTAL 8.928 9.401 9.892 9.60 9.61 9.18 CHINA (MAINLAND) 3.715 4.002 4.297 4.12 3.47 2.72 USA 0.568 0.865 0.846 0.73 0.98 1.09 NET EXPORTERS 3.609 3.908 4.054 3.85 4.31 4.60 NET IMPORTERS 1/ 5.319 5.494 5.839 5.75 5.30 4.58 ENDING STOCKS/usE 4/ 0.42 0.42 0.41 0.38 0.40 0.41 COTLOOK A INDEX 5/ 85.61 78.60 72.20 58.90 59* 59*
1/ Includes Brazil, China (Mainland), Colombia, Greece, Mexico, Turkey and traditional importers 2/ The inclusion of linters and waste, changes in weight during transit, differences in reporting periods and measurement error account for differences between world imports and exports. 3/ Difference between calculated stocks and actual, amounts for forward seasons are anticipated 4/ World-less-China (Mainland) ending stocks minus China net exports, quantity divided by world-less-China consumption 5/ U.S. Cents per pound. The estimates for 1998/99 and 1999/00 are based on net China (Mainland) trade and world-less-China (Mainland) ending stocks to use, corrected for the overall error. 95% confidence interval extends 15 cents above and below the point estimate |
MANUFACTURERS OF COTTON:
RECENT RESEARCH
COTTOn's FUTURE TRENDS
The world's cotton fiber production is approximately 89 million bales [4]. In 1997, a production forecast [4] shows that the U.S. is the largest cotton producer (18.4 million bales), followed by China (17.5 million bales), India (12.8 million bales), Pakistan (8.0 million bales) and the former U. S. S. R. republics (7.7 million bales). Other important cotton producers are Australia, Egypt, Turkey, Brazil, Argentina, Paraguay, Greece and Mexico. The highest cotton consumption is attributed to China (21.2 million bales), India (12.9 million bales) and U.S. (11.3 million bales).
The cotton in the future will likely see change according to the following rules:
- Research:
More research will be done using the gene isolating and exchanging techniques to induce desired effect into cotton. It is not far away to produce cotton in a natural blue color without dyes by biotechnology. Two other developments, which will likely come along in the near future, are cage ginning and 100% classification of cotton by HVI.
- Supplies:
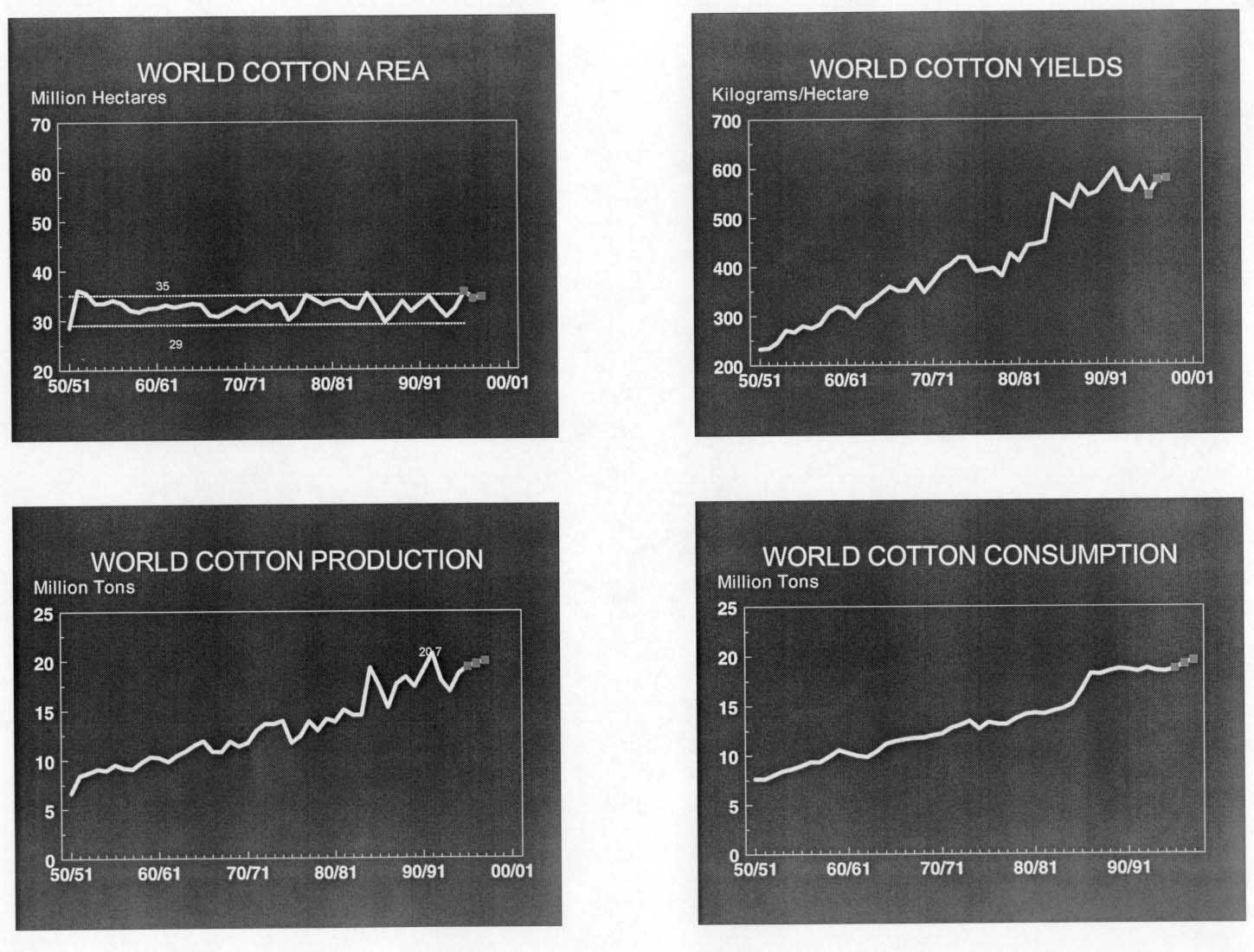
- The world production will increase a little bit. The 1998 U.S cotton crop is best described as a disaster due to cool wet spring in the west and inadequate rainfall in the southeast.[23]
- Consumption:
- World cotton consumption is lagging a bit behind production. After a surge in the mid-1980s, world cotton consumption has been rather flat. But the long term potential for cotton demand remains large.[22]
- All cotton plantings for 1999 are expected to total 14.6 million acres, 9 percent above 1998, and 5 percent greater than 1997. Upland cotton is expected to total 14.2 million acres, up 9 percent from last year. Growers planted 318,200 acres of American-Pima cotton. This is a 3% decrease from last year's number, but 27% higher than the acreage of 2 years ago. Planting in Georgia started extremely slow due to a severely dry spring, but by June 1 was nearly on pace with average. Conversely, Texas experienced a near normal planting season although some replanting was necessary due to wind and hail damage.[13]
Graph of World cotton area/ World cotton yields/ world cotton production/world cotton consumption
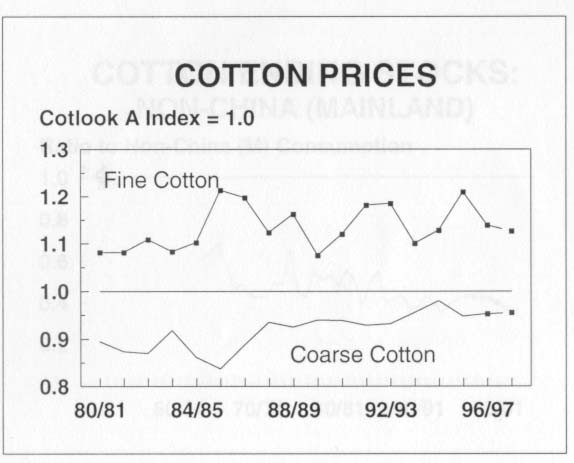
Graph of Cotton Prices
CONCLUSION
Cotton nonwovens can be recycled, re-used or disposed off by natural degradation conditions. Cotton is a readily renewable resource with long-term supply assurance.
- Extensive research works is improving bleached fiber quality and quantity. Nonwoven industries are producing various types of nonwovens with different manufacturing techniques, for better production.
Cotton share of the textile fiber market has been steadily increasing and will continue to increase as cotton containing items is preferred by the consumers.
REFERENCES:
[1] Cotton for Nonwovens: A Technical Guide,
[2] Tortora, P.G., Collier, B.J.: Understanding Textiles, 5th edition, Prentice-Hall, 1997
[3] Kadolph,S.J., Langfold, A.J.: Textiles, 8th edition, Prentice-Hall, 1998
[4] U.S. cotton Market, Monthly Economic Letter, Cotton Incorporated, Market Research, Sep 15th, 1997
[5] The Classification of Cotton, USDA Agricultural Marketing Service, cotton Division, Agricultural Handbook 566, September 1995,br>
[6] Shaw,C., Eckersley,F.: " cotton", Sir Isaac Pitman & Sons Ltd., London, 1967
[7] Duckett, K.E.: "Surface Properties of Cotton Fibers", Surface Characteristics of Fibers and Textiles, edited by M.J.Schick., fiber Science Series, Marcel Dekker, Inc. 1975, p 67,br>
[8] Matthew's Textile Fibers, Their Physical, Microscopic and Chemical Properties, edited by Herbert R. Mauersberger, 6th edition, John Wiley & Sons, Inc., 1954
[9] Webster's Third New International Dictionary, edited by Phillip Babcock Dove, G. & C. Merriam Company, 1963
[10] Gordon Cook, J.: Handbook of Textile Fibers, Part I. Natural Fibers, Merrow Publishing Co. Ltd., 1968
[11] Lawrence H, Shaw: "Cotton's future trend ", 28th Annual Congress of the Commercial Cotton Growers of Zimbabwe, June 5, 1996
[12] M. Rafiq chaudhry: "Harvesting and ginning of cotton in the world", Technical information section, International Cotton Advisory Committee, Washington, D. C. 1997
[13] National Agricultural Statistics Service (NASS), Agricultural Statistics Board, U.S. Department of Agriculture.
http://usda.mannlib.cornell.edu/reports/nassr/field/pcp-bba/acrg0699.txt Released June 30, 1999[14] M Rafig Chaudhry: "Cost of Producing a Kilogram of cotton", Technical information section, International Cotton Advisory Committee, Washington, D. C. 1997
[15] US Patent5634243, Ripley; W. G. June 3, 1997
[16] http://www.mini-magic.com/mini/fabric.htm
[17] Kermit E. duckett: "Color grading of cotton-measurement", Beltwide cotton conference, Orlando, Jan. 5-8, 1999
[18] J. Brandrup; E. H. Immergut; "Polymer Handbook", 1989
[19] M. Dean Ethridge, 57th Plenary Meeting of International Cotton Advisory Committee, Santa Cruz, Bolivia, Oct. 12-16, 1998
[20] H. Charles Allen, Jr.; "Cotton in Absorbent Cores", Nonwovens World, August-septembet, 1999, 71-78
[21] Lawrence H. Shaw; " Cotton's Importance in the Textile Industry", Symposium, Lima, Peru, May 12, 1998
[22] Mark D. Lange, "Cotton Markets in the Crystal Ball
, Textile
Month, June, 1998, 37-40
[23] ATI Special report, "Outlook for U.S cotton 1999", ATI, May 1999, 140-156
[24] Cotton Fibers:
http://www.nonwovens.com/facts/technology/Fibers/cotton.html[25] Judith M. Bradow, etc; "Quality Measurments", The Journal of Cotton Science, 1:48-60, (1997)
[26] P. Bel-beiger, etc; "Textile Technology, Cotton/kenaf fabrics: A Viable Natural fabrics", the Journal of Cotton Science, 3:60-70, (1999)
[27] "A Guide to Fibers For Nonwovens", Nonwoven Industry, June 1999, 60-82
[28] "Readers Service, Natural Cotton fiber", Nonwoven Industry, Jan. 1999, 74
[29] B. Xu and C. fang; "Clustering Analysis For Cotton Trash Classification", Textile Research Journal, 69(9), 656-662, 1999
[30] Y. Cai, etc; "A New Method for Improving the Dyeability of cotton with reactive Dyes", Textile Research Journal, 69(6), 440-446, 1999
Apparel Search
Add Your Company Contact
Us About Us Advertise
News Letter Legal
Help
Copyright © 1999-2023 Apparel Search Company.
All Rights Reserved.
Buy Fashion
For The Holidays.