NEEDLE PUNCHED NONWOVENS (Educational Research)
Praveen Kumar Jangala and Huang, Hsu-Yeh
INTRODUCTION
The needlepunch process was developed commercially in the late 1800s by William Bywate Ltd., in England. Early applications were focused on coarse animal hair and vegetable Fibers for use as carpet underlays and spring padding for mattresses and furniture. In the 1920s and 1930s, improved needlepunch machinery was introduced. During the late 1950s, needled synthetic-fiber products were introduced to the home furnishings and apparel markets. Several efforts were launched in the 1960s to produce simulated leather with needled fabric as a substrate.
The basic elements of a needlepunch machine are: a web feeding mechanism; a needle beam with a needleboard and needles (ranging in number from 500 per meter to 7,500 per meter of machine width); a stripper plate; a bed plate; and a fabric takeup mechanism. The fiber web (sometimes carried or reinforced by a scrim or other fabric) is guided between the metal bed and stripper plates, which have openings corresponding to the arrangement of needles in the needleboard. [1]
PROCESS
The needlepunch process is illustrated in Fig. 1 and Fig. 2 [2]. Needlepunched nonwovens are created by mechanically orienting and interlocking the Fibers of a spunbonded or carded web. This mechanical interlocking is achieved with thousands of barbed felting needles repeatedly passing into and out of the web. The major components of the needle loom and brief description of each are as follows:
| Figure 1 | Figure 2 |
 |
 |
THE NEEDLE LOOM
- The needle board: The needle board is the base unit into which the needles are inserted and held. The needle board then fits into the needle beam that holds the needle board into place.
- The feed roll and exit roll. These are typically driven rolls and they facilitate the web motion as it passes through the needle loom.
- The bed plate and stripper plate. The web passes through two plates, a bed plate on the bottom and a stripper plate on the top. Corresponding holes are located in each plate and it is through these holes the needles pass in and out. The bed plate is the surface the fabric passes over which the web passes through the loom. The needles carry bundles of fiber through the bed plate holes. The stripper plate does what the name implies; it strips the Fibers from the needle so the material can advance through the needle loom.
THE FELTING NEEDLE
Fig. 3 [3]
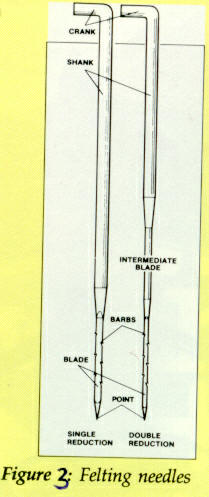
The correct felting needle can make or break the needle punched product. The proper selection of gauge, barb, point type and blade shape (pinch blade, star blade, conical) can often give the needle puncher the added edge needed in this competitive industry. The gauge of the needles is defined as the number of needles that can be fitted in a square inch area. Thus finer the needles, higher the gauge of the needles. Coarse Fibers and crude products use the lower gauge needles, and fine Fibers and delicate Fibers use the higher gauge needles. For example, a sisal fiber product may use a 12 to 16 gauge needle and fine synthetics may use 25 to 40 gauge needle [4].
The major components of the basic felting needle are as follows :
- The crank: The crank is the 90 degree bend on the top of the needle.
It seats the needle when inserted into the needle board.
- The shank: The shank is the thickest part of the needle. The shank
is that part of the needle that fits directly in the needle board
itself.
- The intermediate blade: The intermediate blade is put on fine gauge
needles to make them more flexible and somewhat easier to put inside the
needle board. This is typically put on 32 gauge needles and finer.
- The blade: The blade is the working part of the needle. The blade is
what passes into the web and is where the all-important barbs are
placed.
- The barbs: The barbs are the most important part of the needle. It
is the barb that carries and interlocks the Fibers. The shape and sized
of the barbs can dramatically affect the needled product
- The point: The point is the very tip of the needle. It is important
that the point is of correct proportion and design to ensure minimal
needle breakage and maximize surface appearance.
As the needle-loom beam moves up and down the blades of the needles penetrate the fibrous batt. Barbs on the blade of the needle pick up Fibers on the downward movement and carry these Fibers the depth of the penetration. The draw roll pulls the batt through the needle loom as the needles reorient the Fibers from a predominately horizontal to almost a vertical position. The more the needles penetrate the web the more dense and strong the web becomes generally. Beyond some point, fiber damage results from excessive penetration.
TYPES OF LOOMS
There are three basic types of needle looms in the needlepunching industry. They are,
1.The Felting Loom
2.The Structuring Loom
3.The Random Velour Loom
The felting looms are the type just described. These needle looms may have one to four needle boards and needles from the top, bottom or top and bottom. The primary function of this type of loom is to do interlocking of Fibers resulting in a flat, one-dimensional fabric. The types of products made with this process and needle loom are diverse and multifaceted. They exist in a variety of industrial products, geotextiles, automotives, interlinings, home furnishings, etc. [5].
Structuring looms use what are called fork needles. Instead of carrying Fibers into a bed plate hole, the fork needles carry fiber tufts into lamella bars that extend from the entry to the exit of the needle loom (fig. 4). These fork needles carry large tufts of Fibers into parallel lamella bars. These bars carry the tuft of fiber from the entry to the exit side of the loom. Depending on the orientation of the fork needle, a rib or velour surface is introduced. The most popular products made with structuring looms include home and commercial carpets and floor mats, automotive rib and velour products, wall covering and marine products.
Random velour looms are the newest type of needle looms, having only been available since the mid-1980's. The random velour looms are used to produce velour surfaces. Unlike the structuring looms, the velour products produced by this loom are completely isotropic. It is almost impossible to distinguish the cross direction from the machine direction.
Unique to this type of needle loom is the bristle-brush, bed-plate system. Special crown type needles or fork needles are used in this loom design. The needles push Fibers into a moving brush bedplate. The Fibers are carried in this brush from the entry to the exit of the loom with zero draft. This allows for the completely non-linear look, perfect for molded products. Random velour type products have been very popular in the European and Japanese automotive industry. While almost all U.S. automotive producers have the random velour machine, this type of product has yet to become popular in this country. The most popular products made with this type of needle loom are almost all centered around the automotive industry.
Machine variable:
The most important machine variable is the depth of penetration and puncture density. The fiber travel through the web depends on the depth of penetration of the needle. The maximum penetration is fixed by the needle of the machine and depends on the length of the three-sided shank, the distance between the needle plates, the height of stroke, and the angle of penetration. Greater the depth of penetration, greater the entanglement of Fibers within the fabric because more number of barbs are employed. This variable, however, is applicable mainly for webs with reasonable thickness.
The puncture density, i.e., number of punches on the surface of the feed in the web, is a complex factor and depends on
- the density of needles in the needle board (Nd) the rate of material feed
- the frequency of punching
- the effective width of the needle board (Nb T)
- the number of runs
The puncture density per run Edpass = [n*F] / [V*W]
where, n= number of needles within a needleboard
F = frequency of punching
V = rate of material feed
W = effective width of the needle board
The puncture density in the needled fabric Ed NV depends on the number of runs Npass; Ed NV = Edpass * Npass
The thickness, basis weight, bulking density and air permeability - which provide information about compactness of fabric - are influenced by a number of factors. If finer needles, finer, longer and more tightly crimped Fibers are used, if the basis weight of the web and puncture density and depth are increased, the web density increases and air permeability is reduced. Web density does not increase when finer Fibers are needled with coarser needles. There is neither an increase nor a decrease in air permeability if the puncture density is increased.
As far as the strength of a needled nonwoven web, the situation is similar to that for compactness, namely that finer needles, finer and longer Fibers, greater web basis weight and greater puncture depth and density, result in increased strength of the needled web. However, once a certain critical puncture depth or density has been reached, the rise in strength may be reversed. If the depth of the barb is decreased or the distance between the barbs is increased, the dimensional stability is improved during needling, and the web density and maximum tensile strength in relation to basis weight can be raised.
APPLICATIONS
It's interesting to break down the U.S. and Canadian needlepunching market which categorizes most Needlepunched fabrics into 11 major areas.[6]
Automotive
Many people recognize the needlepunched nonwovens in the autotomobile. Indeed, the automotive industry utilizes millions of square yards of needled nonwoven fabrics every year. The most common needlepunched areas on the automobile are the molded floor area, formed headliners, door trim, seat backs, load floors and package trays. In addition to some of the more obvious areas are the less noticeable needlepunched applications in the automobile, including sound barriers, transmission filters, battery separators, structural panels (often made from needlepunched wood fiber), speaker housings, vinyl substrates, catalytic converter insulation pads and much more.
Needlepunchers producing automotive fabrics tend to be larger companies with newer equipment. The needlepunchers in the automotive industry also tend to be some of the leaders, in quality. This is because the automobile companies stress quality and statistical process control in manufacturing. They stress this to their suppliers and as a consequence the suppliers stress quality to sub-suppliers and there is a trickle-down affect.
The biggest opportunity for U.S. producers of needlepunched fabrics continues to be to get more needlepunched floor coverings and headliners in U.S.-made automobiles. In Europe and Japan there are many automobiles produced with needlepunched floor covering as well as needlepunched headliners. However, this technology has yet to take hold in the U.S. It is still a matter of time before the U.S. automotive industry makes a move towards needlepunched floors and headliners. In the Far East, Europe and Latin American countries, there are more needlepunched molded floors than there are tufted floor coverings.
Filtration
Needlepunched filter fabrics continue to be one of the major growth areas in the needlepunching industry. The number of needlepunchers participating in the filtration market went from 26 companies in 1989 to 30 in 1990. The type of needlepunched filter fabrics being produced in 1990 is more diverse and unique than ever before. High temperature liquid filter fabrics made from aramid or glass Fibers continues to be popular. Other unique needlepunched filter fabrics include those for filtering blood. However, the more standard 6-14 oz. sq. yard polypropylene and polyester filter bag is what most of the companies in this field are producing.
Medical
Companies producing medical products through the needlepunching process are few and far between. Apparently, the needlepunching method of producing medical and hygiene related products is not as popular as other nonwoven processes. Many of the needlepunched medical fabrics that are now being produced are fairly secretive, so little can be said about them. However, an example of some needlepunched medical products being produced in 1990 include blood filters, cast wrappings and various absorption materials.
Most of the needlepunched fabrics in the apparel industry are either used as shoulder pads or as interlinings. Other needlepunched apparel oriented fabrics include felts for the shoe industry. However, as most of the shoe industry is situated on foreign soil, there are few shoe felts produced in this country. By contrast, however, in Korea and Taiwan there are numerous companies that produce shoe felts. The Far East is one of the largest producers of shoes; the tennis shoes you buy in most sport shops today are actually a needlepunched artificial leather.
Home Furnishings
Home furnishings is the category that has the most needlepunchers associated with it. In fact, in 1990 we see more than 25 new companies participating in the home furnishings field. The needlepunchers in this group tend to be small-to-medium in size.
The needlepunched products included in this category are diverse. These products include floor coverings, wall coverings, mattress spring insulator pads, mattress top pads, ticking for furniture and bedding, vinyl substrates, carpet cushions, blankets, felts for vertical blinds and many others. Many of the products produced in this category can be needlepunched on older equipment, so the capital required to enter this field is low, a major reason why there is an abundance of needlepunchers in this particular category. This is especially true in the spring insulator pad field.
Because many needlepunchers are involved in the home furnishings field, it becomes rather clear how sensitive the needlepunching industry is to increases in interest rates. Most of the growth in this category of the needlepunching industry is to be in the high quality floor coverings area.
Marine
In 1989, there were approximately seven producers needlepunching fabrics for the marine industry. In 1990 there were more than 20 needlepunchers involved in this field. Indeed, the marine industry has made a major move towards needlepunched fabrics in the past few years. Many of the major producers have been replacing traditionally tufted areas with needlepunched fabrics.
Also, needlepunched composite materials have been introduced as hull liners on some boats in the past couple of years. These needlepunched hull liners are actually composite fabrics and they offer better stability, lighter weight and economic benefits over the woven competition. Other needlepunched marine areas include floor covering, head and wall covering areas and other applications.
Industrial Felts
Industrial felts tend to be a small segment of the needlepunched industry. Needlepunched industrial fabrics include gaskets, vibration pads and heavy duty wipes.
Aerospace
This is currently a small but growing segment of the needlepunching industry in the U.S. and Canada. Included in this group are needlepunched carbon composites for various applications, needlepunched high temperature Fibers for fire protection on aircraft, space shuttle exterior tiles and many more items that cannot be discussed because of security agreements. The companies that produce these types of fabrics have been successful in finding "niche" markets in the industry, staying away from commodity fabrics and producing products such as these that yield much higher returns.
Insulation Felts
Needled felts made from fiberglass, ceramic fiber and certain aramid Fibers fall into this category. Those needlepunching ceramic fiber mats have been extremely busy in the past two years. However, the Environmental Protection Agency is currently evaluating the reclassification of ceramic Fibers as a carcinogen. This would create obvious problems for those currently needlepunching this fiber. Because the cost to get into the processing of ceramic fiber is extremely high, the market is dominated by very large, multimillion dollar companies. The cost of processing glass Fibers and aramid Fibers is much less, however, so medium sized companies are more common with these needlepunched products.
Paperfelts
Paperfelts consist of large continuous belts of monofilament and synthetic fiber materials that are installed on paper machines and carry the paper stock through three stages (forming, pressing and drying) of the paper production process. Paper felts, which are custom designed and manufactured, can have a considerable effect on the quality of the paper being produced as well as the efficiency of the paper machines on which it is used. Paperfelts can sell at prices up to $90,000 a fabric, they may exceed 30 feet in width and have a life on the paper machine that ranges from 30-90 days.
The companies that produce these very technical fabrics are all fairly large. The looms needed to produce these felts can cost in excess of $4 million. The felting needles used to produce these felts are also very specialized. The paper industry in the U.S. has had great growth in the past few years. Not surprisingly, the companies that produce these paperfelts have also grown. It is perhaps the one needlepunching category that has had the most companies investing money into new equipment. However, many economists see slower times ahead in the paper industry.
Geotextiles
There has been a decrease of companies involved in the needlepunching of geotextiles. Because the geotextile market is controlled by the fiber producers themselves, it is very difficult to compete in this very price sensitive market. For those thinking about getting into the market, you better think twice. The competition is fierce and the margins are low. The sheer volume of needlepunch fabric is indeed very high, with 340 million sq. yards of total geotextile fabrics forecasted to be sold in 1990 alone. The market has grown nearly 50% since 1986 and this growth is expected to continue.
End products
1. Tennis Court Surfaces
2. Space Shuttle Exterior Tiles
3. Marine Hulls, Headliners
4. Shoe Felts
5. Blankets
6. Automotive Carpeting
7. Automotive Insulation
8. Filters
9. Vinyl Substrate
10. Insulator
11. Primary Carpet Backing
12. fiberglass Insulation Felts
13. fiberglass Mats
14. Wall coverings
15. Composites
16. Blood Filters
17. Tennis Ball Covers
18. Synthetic Leather
19. Carpet Underlay Pads
20. Auto Trunk Liners
21. Interlinings
22. Papermaker Felts
23. Felts
24. Padding
25. Shoulder Padding
26. Ceramic Insulation
27. Kevlar Bullet Proof Vests
MARKET & PROSPECTS
In the U.S. the needlepunching sector of the nonwovens
industry has always been the black sheep of the nonwovens industry.
Needlepunching still has the connotation of being a slow, non-technical
technology. Internationally, however, it is interesting to note that these
negative connotations relating to needlepunching are not so prevalent.
This is especially true in Asian markets. The simple fact of the matter is
that many U.S., companies do not fully understand the needle punching
process nor the emerging and developing markets. Additionally, companies
cannot see a profitable future in needlepunching. Needlepunch production
levels approached 200 million lb and 725 million yd
in 1990, and 250
million lb and 900 million yd
in 1997.
Needled felts used for filtration forms only about 10% of the total consumption, which accounts to approximately $400 million. The Pacific Rim countries like Korea, Taiwan, Indonesia, India and other Southeast Asian countries are currently investing heavily in pollution control which will naturally increase the market for the needled felt products. [4]
Needlepunched nonwovens industries are rapidly growing in Latin America too. Due to the extensive use of needlepunched nonwovens in automobiles and due to the expansion of the automobile industry in these countries, there is tremendous potential for growth.[7]
REFERENCE
http://www.fosterneedleusa.com
Apparel Search
Add Your Company Contact
Us About Us Advertise
News Letter Legal
Help
Copyright © 1999-2023 Apparel Search Company. All Rights Reserved.
Buy Fashion
For The Holidays.