RAYON Fibers (Educational Research)
Praveen Kumar Jangala and Haoming Rong
INTRODUCTION
Rayon is the oldest commercial manmade fiber. The U. S. Trade Commission defines rayon as "manmade textile Fibers and filaments composed of regenerated cellulose". The process of making viscose was discovered by C.F.Cross and E.J.Bevan in 1891. The process used to make viscose can either be a continuous or batch process. The batch process is flexible in producing a wide variety of rayons having broad versatility. Rayon's versatility is the result of the fiber being chemically and structurally engineered by making use of the properties of cellulose from which it is made. However, it is somewhat difficult to control uniformity between batches and it also requires high labor involvement. The continuous process is the main method for producing rayon. Three methods of production lead to distinctly different types of rayon Fibers: viscose rayon, cuprammonium rayon and saponified cellulose acetate. Of the methods mentioned, the viscose method is relatively inexpensive and of particular significance in the production of nonwoven fabrics.
According to the latest data from the fiber Economics Bureau, domestic producers shipments of rayon staple to nonwoven roll goods are shown in table 1.
Table 1 Shipments of Rayon Staple to Nonwoven roll goods[11]
|
years |
Millions of pounds |
|
1989 |
98 |
|
1990 |
72 |
|
1991 |
70 |
|
1992 |
70 |
|
1993 |
70 |
|
1994 |
64 |
|
1995 |
60 |
|
1996 |
57 |
|
1997 |
58 |
|
1998 |
60 |
VISCOSE RAYON
The process of manufacturing viscose rayon consists of the following steps mentioned, in the order that they are carried out: (1) Steeping, (2) Pressing, (3) Shredding, (4) Aging, (5) Xanthation, (6) Dissolving, (7)Ripening, (8) Filtering, (9) Degassing, (10) Spinning, (11) Drawing, (12)Washing, (13) Cutting. The various steps involved in the process of manufacturing viscose are illustrated and clarified below.
figure 1
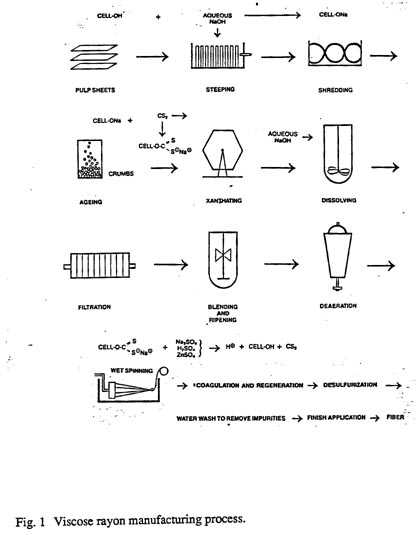
C in order to swell the cellulose Fibers and to convert cellulose to alkali cellulose.
(C6H10O5)n + nNaOH ---> (C6H9O4ONa)n + nH2O
C) in order to depolymerize the cellulose to the desired degree of polymerization. In this step the average molecular weight of the original pulp is reduced by a factor of two to three. Reduction of the cellulose is done to get a viscose solution of right viscosity and cellulose concentration.
C) to form cellulose xanthate.
(C6H9O4ONa)n + nCS2 ----> (C6H9O4O-SC-SNa)n
Side reactions that occur along with the conversion of
alkali cellulose to cellulose xanthate are responsible for the orange color
of the xanthate crumb and also the resulting viscose solution. The orange
cellulose xanthate crumb is dissolved in dilute sodium hydroxide at 15 to 20
C under high-shear mixing conditions to obtain a viscous orange colored
solution called "viscose", which is the basis for the manufacturing process.
The viscose solution is then filtered (to get out the insoluble fiber
material) and is deaerated.
(6) Dissolving: The yellow crumb is dissolved in aqueous caustic solution. The large xanthate substituents on the cellulose force the chains apart, reducing the interchain hydrogen bonds and allowing water molecules to solvate and separate the chains, leading to solution of the otherwise insoluble cellulose. Because of the blocks of un-xanthated cellulose in the crystalline regions, the yellow crumb is not completely soluble at this stage. Because the cellulose xanthate solution (or more accurately, suspension) has a very high viscosity, it has been termed "viscose"[13].
(7) Ripening: The viscose is allowed to stand for a period of time to "ripen". Two important process occur during ripening: Redistribution and loss of xanthate groups. The reversible xanthation reaction allows some of the xanthate groups to revert to cellulosic hydroxyls and free CS2. This free CS2 can then escape or react with other hydroxyl on other portions of the cellulose chain. In this way, the ordered, or crystalline, regions are gradually broken down and more complete solution is achieved. The CS2 that is lost reduces the solubility of the cellulose and facilitates regeneration of the cellulose after it is formed into a filament.
(C6H9O4O-SC-SNa)n + nH2O ---> (C6H10O5)n + nCS2 + nNaOH
(8) Filtering: The viscose is filtered to remove undissolved materials that might disrupt the spinning process or cause defects in the rayon filament[13].
(9) Degassing: Bubbles of air entrapped in the viscose must be removed prior to extrusion or they would cause voids, or weak spots, in the fine rayon filaments[13].
(10) Spinning - (Wet Spinning): Production of Viscose Rayon Filament: The viscose solution is metered through a spinnerette into a spin bath containing sulphuric acid (necessary to acidify the sodium cellulose xanthate), sodium sulphate (necessary to impart a high salt content to the bath which is useful in rapid coagulation of viscose), and zinc sulphate (exchange with sodium xanthate to form zinc xanthate, to cross-link the cellulose molecules). Once the cellulose xanthate is neutralized and acidified, rapid coagulation of the rayon filaments occurs which is followed by simultaneous stretching and decomposition of cellulose xanthate to regenerated cellulose. Stretching and decomposition are vital for getting the desired tenacity and other properties of rayon. Slow regeneration of cellulose and stretching of rayon will lead to greater areas of crystallinity within the fiber, as is done with high-tenacity rayons.
The dilute sulphuric acid decomposes the xanthate and regenerates cellulose by the process of wet spinning. The outer portion of the xanthate is decomposed in the acid bath, forming a cellulose skin on the fiber. Sodium and zinc sulphates control the rate of decomposition (of cellulose xanthate to cellulose) and fiber formation.
(C6H9O4O-SC-SNa)n + (n/2)H2SO4 --> (C6H10O5)n + nCS2 + (n/2)Na2SO4
Elongation-at-break is seen to decrease with an increase in the degree of crystallinity and orientation of rayon.
(11) Drawing: The rayon filaments are stretched while the cellulose chains are still relatively mobile. This causes the chains to stretch out and orient along the fiber axis. As the chains become more parallel, interchain hydrogen bonds form, giving the filaments the properties necessary for use as textile Fibers[13].
(12) Washing: The freshly regenerated rayon contains many salts and other water soluble impurities which need to be removed. Several different washing techniques may be used[13].
(13) Cutting: If the rayon is to be used as staple (i.e., discreet lengths of fiber), the group of filaments (termed "tow") is passed through a rotary cutter to provide a fiber which can be processed in much the same way as cotton[13].
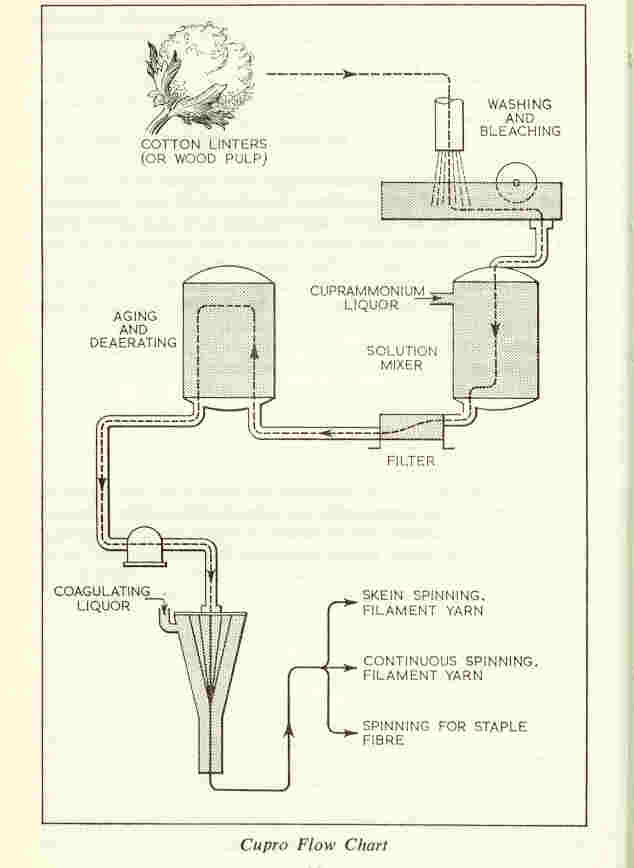
CUPRAMMONIUM RAYON
It is produced by a solution of cellulosic material in cuprammonium hydroxide solution at low temperature in a nitrogen atmosphere, followed by extruding through a spinnerette into a sulphuric acid solution necessary to decompose cuprammonium complex to cellulose. This is a more expensive process than that of viscose rayon. Its fiber cross- section is almost round[14].
Figure A
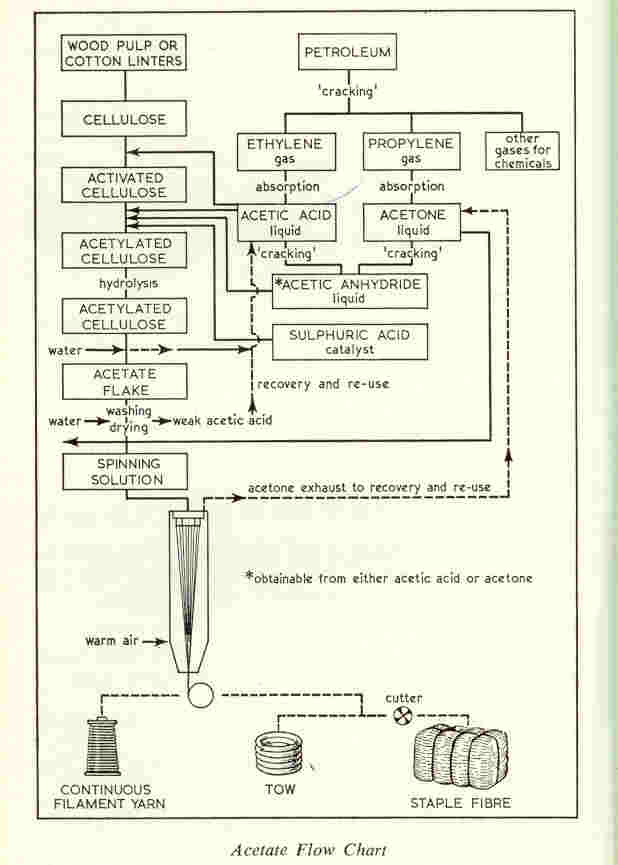
SAPONIFIED CELLULOSE ACETATE
Rayon can be produced from cellulose acetate yarns by saponification. Purified cotton is steeped in glacial acetic acid to make it more reactive. It is then acetylated with excess of glacial acetic acid and acetic anhydride, with sulphuric acid to promote the reaction. The cellulose triacetate formed by acetylation is hydrolysed to convert triacetate to diacetate. The resultant mixture is poured into water which precipitates the cellulose acetate. For spinning it is dissolved in acetone, filtered, deaerated and extruded into hot air which evaporates the solvent. A high degree of orientation can be given to the fiber by drawing because of the fact that cellulose acetate is more plastic in nature. Its fiber cross section is nearly round, but lobed[15]
Figure B
STRUCTURE OF RAYON
Figure 2
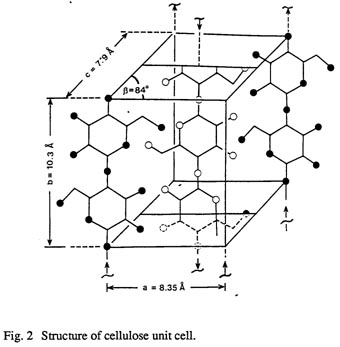
In regenerated celluloses, the unit cell structure is an allotropic modification of cellulose I, designated as cellulose II (other allotropic modifications are also known as cellulose III and cellulose IV). The structure of cellulose derivatives could be represented by a continuous range of states of local molecular order rather than definite polymorphic forms of cellulose which depend on the conditions by which the fiber is made. Rayon fiber properties will depend on:
- how cellulose molecules are arranged and held together;
- the average size and size distribution of the molecules.
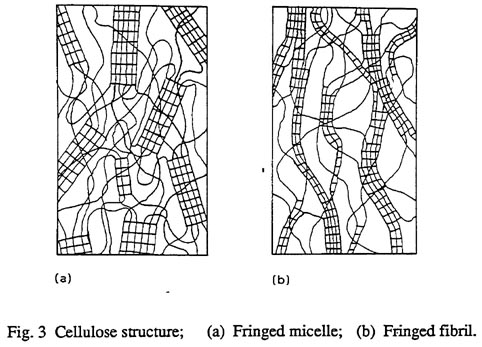
Many models describe ways in which the cellulose molecules may be arranged to form fiber fine structure. The most popular models of fiber fine structure are the fringed micelle and fringed fibrillar structures. Essentially, they all entail the formation of crystallites or ordered regions.
The skin-core effect is very prominent in rayon Fibers. Mass transfer in wet spinning is a slow process (which accounts for the skin-core effect) compared to the heat transfer in melt spinning. The skin contains numerous small crystallites and the core has fewer but larger crystallites. The skin is stronger and less extensible, compared to the core. It also swells less than the core; hence, water retention is lower in the skin than in the core although moisture regain is higher in the skin. This is explained by an increased number of hydroxyl groups available for bonding with water as a result of a larger total surface area of the numerous small crystallites.
When rayon Fibers are worked in the wet state,the filament structure can be made to disintegrate into a fibrillar texture. The extent to which this occurs reflects the order that exists in the fiber structure, as a consequence of the way in which the cellulose molecules are brought together in spinning. Another important structural feature of rayon fiber is its cross-sectional shape. Various shapes include round, irregular, Y-shaped, E-shaped, U-shaped, T-shaped and flat.
PROPERTIES OF RAYON
- Variations during spinning of viscose or during drawing of filaments provide a wide variety of Fibers with a wide variety of properties. These include:
- Fibers with thickness of 1.7 to 5.0dtex, particularly those between 1.7 and 3.3 dtex, dominate large scale production.
- Tenacity ranges between 2.0 to 2.6 g/den when dry and 1.0 to 1.5 g/den when wet.
- Wet strength of the fiber is of importance during its manufacturing and also in subsequent usage. Modifications in the production process have led to the problem of low wet strength being overcome.
- Dry and wet tenacities extend over a range depending on the degree of
polymerization and crystallinity. The higher the crystallinity and
orientation of rayon, the lower is the drop in tenacity upon wetting.
- Percentage elongation-at-break seems to vary from 10 to 30 % dry and
15 to 40 % wet. Elongation-at-break is seen to decrease with an increase
in the degree of crystallinity and orientation of rayon.
- Thermal properties: Viscose rayon loses strength above 149
C; chars and decomposes at 177 to 204
C. It does not melt or stick at elevated temperatures. - Chemical properties: Hot dilute acids attack rayon, whereas bases do
not seem to significantly attack rayon. Rayon is attacked by bleaches at
very high concentrations and by mildew under severe hot and moist
conditions. Prolonged exposure to sunlight causes loss of strength because
of degradation of cellulose chains.
- Abrasion resistance is fair and rayon resists pill formation. Rayon
has both poor crease recovery and crease retention.
Rayon fiber Characteristics
Highly absorbent
Soft and comfortable
Easy to dye
Drapes well
The drawing process applied in spinning may be adjusted to produce rayon Fibers of extra strength and reduced elongation. Such Fibers are designated as high tenacity rayons, which have about twice the strength and two-third of the stretch of regular rayon. An intermediate grade, known as medium tenacity rayon, is also made. Its strength and stretch characteristics fall midway between those of high tenacity and regular rayon[13].
Some Major Rayon fiber Uses
- Apparel: Accessories, blouses, dresses, jackets, lingerie, linings,
millinery, slacks, sportshirts, sportswear, suits, ties, work clothes
- Home Furnishings: Bedspreads, blankets, curtains, draperies, sheets,
slipcovers, tablecloths, upholstery
- Industrial Uses: Industrial products, medical surgical products,
nonwoven products, tire cord
- Other Uses: Feminine hygiene products[13].
DIFFERENT TYPES OF RAYONS
Rayon Fibers are engineered to possess a range of properties to meet the demands for a wide variety of end uses. Some of the important types of Fibers are briefly described.
High wet modulus rayon: These Fibers have exceptionally high wet modulus of about 1 g/den and are used as parachute cords and other industrial uses. Fortisan Fibers made by Celanese (saponified acetate) has also been used for the same purpose.
Polynosic rayon: These Fibers have a very high degree of orientation, achieved as a result of very high stretching (up to 300 %) during processing. They have a unique fibrillar structure, high dry and wet strength, low elongation (8 to 11 %), relatively low water retention and very high wet modulus.
Specialty rayons:
Flame retardant Fibers: Flame retardance is achieved by the adhesion of the correct flame- retardant chemical to viscose. Examples of additives are alkyl, aryl and halogenated alkyl or aryl phosphates, phosphazenes, phosphonates and polyphosphonates. Flame retardant rayons have the additives distributed uniformly through the interior of the fiber and this property is advantageous over flame retardant cotton Fibers where the flame retardant concentrates at the surface of the fiber.
Super-absorbent rayons: This is being produced in order to obtain higher water retention capacity (although regular rayon retains as much as 100 % of its weight). These Fibers are used in surgical nonwovens. These Fibers are obtained by including water- holding polymers (such as sodium polyacrylate or sodium carboxy methyl cellulose) in the viscose prior to spinning, to get a water retention capacity in the range of 150 to 200 % of its weight.
Micro-denier Fibers: rayon Fibers with deniers below 1.0 are now being developed and introduced into the market. These can be used to substantially improve fabric strength and absorbent properties.
Cross-section modification: Modification in cross-sectional shape of viscose rayon can be used to dramatically change the Fibers' aesthetic and technical properties. One such product is Viloft, a flat cross sectional fiber sold in Europe, which gives a unique soft handle, pleasing drape and handle. Another modified cross section fiber called Fibre ML(multi limbed) has a very well defined trilobal shape. fabrics made of these Fibers have considerably enhanced absorbency, bulk, cover and wet rigidity all of which are suitable for usage as nonwovens [10].
Tencel
rayon: Unlike viscose rayon, Tencel is produced
by a straight solvation process. Wood pulp is dissolved in an amine oxide,
which does not lead to undue degradation of the cellulose chains. The clear
viscous solution is filtered and extruded into an aqueous bath, which
precipitates the cellulose as Fibers. This process does not involve any
direct chemical reaction and the diluted amine oxide is purified and reused.
This makes for a completely contained process fully compatible with all
environmental regulations.
Lyocell: A new form of cellulosic fiber, Lyocell is starting to find uses in the nonwovens industry. Lyocell is manufactured using a solvent spinning process, and is produced by only two companies -- Acordis and Lenzing AG. To produce Lyocell, wood cellulose is dissolved directly in n-methyl morpholine n-oxide at high temperature and pressure. The cellulose precipitates in fiber form as the solvent is diluted, and can then be purified and dried. The solvent is recovered and reused. Lyocell has all the advantages of rayon, and in many respects is superior. It has high strength in both dry and wet states, high absorbency, and can fibrillate under certain conditions. In addition, the closed-loop manufacturing process is far more environmentally friendly than that used to manufacture rayon, although it is also more costly[12].
MARKET POTENTIAL:
The market share of rayon in the nonwovens area has decreased since 1987, but has gradually picked up since 1990. Rayon was a predominant fiber used in the nonwovens industry until 1985. After 1985[3] the production of rayon decreased considerably in the US and Western Europe because of the increasing cost of the fiber.
Wipes represent the largest nonwovens market for rayon. fabric softeners represent the second largest, despite rayon's loss of market share to PET. Rayon is the fiber of choice in many medical applications such as surgical packs, drapes and gowns where hand, absorbency and sterilizability are important[7]. Cellulose acetate is a soft, supple fiber of low modulus and low sticking point of 180oF and thus, can be used as a binder fiber in the manufacture of nonwovens[8].
The development and expansion of hydroentanglement coupled with growing importance of disposability is now beginning to turn rayon properties into powerful advantages. The biodegradability and compatibility with both septic tank and main sewage systems enables them to be used in the manufacture of disposables. Recent trials have shown that in the sludge digestion plant where sludge is held for about 3 weeks for cleanup and stabilization prior to disposal, the rayons biodegrade totally within a week.[9]
Rayon with its unique characteristics has the potential to become the leading fiber used in the nowovens industry, if the inherent pollution in the manufacturing process can be corrected.
________________________________________________
Figure 3
REFERENCES
- Handbook of fiber Science and Technology: fiber Chemistry, Vol. IV
- Vaughn, Ed. A. The Technical Needs: Nonwovens for Medical/surgical and Consumer Uses, Chapter 5,pp.61-66, TAPPI Press.
- Winter School Notes on Man-made Fibers, IIT Delhi, Vol.II.
- Lunenschloss, J. and Albrecht , W.; Nonwoven Bonded fabrics, 1985.
- Needles, Howard. L;Textiles Fibers ,Dyes and Finishe
- Drelich , Arthur; Nonwoven fabrics Survey ,Encyclopedia of Polymer Science and Engineering, Vol. 10,pp 204-226, John Wiley & Sons, Inc.
- Nonwovens Factbook 1991 pp 76-77.
- Turbak, Albin F; Nonwovens: Theory, Process, Performance, and Testing,.
- Spunlace Technology Today-An Overview of Raw Materials, Processes, Products, Markets and Emerging End Uses. pp 61-62.
- Hardy, Craig; The Rayon fiber Process and fiber Characteristics; Principles of Nonwovens; INDA.
- David Harrason, Shipments of Fibers to Nonwovens Reported for 1998, Nonwovens Industry, No.6, 1999, pp-52
- Lyocell Fibers: http://www.nonwovens.com/facts/technology/Fibers/rayon.htm
- http://www.Fibersource.com/f-tutor/rayon.htm
- J. Gordon Cook, Handbook of Textile Fibers, II Manmade Fibers, pp-82
- Gordon Cook, Handbook of Textile Fibers, II Manmade Fibers, pp-100
Apparel Search
Add Your Company Contact
Us About Us Advertise
News Letter Legal
Help
Copyright © 1999-2023 Apparel Search Company. All Rights Reserved.
Buy Fashion
For The Holidays.