THERMAL BONDING OF NONWOVEN fabricS (Educational Research)
Xiao Gao and Hsu-Yeh Huang
INTRODUCTION
There are three major bonding types: chemical bonding / thermal bonding/ mechanical bonding. The development of the past few years has shown that the share of themally bonded webs is growing steadily. [1]
The first thermally bonded nonwovens were produced in 1940s. Initial products used rayon as the carrier fiber and plasticized cellulose acetate or vinyl chloride as the binder fiber [2]. The viability of the thermal bonding process is rooted in the price advantage obtained by lower energy costs. However, the thermal bonding process also addresses the demanding quality requirements of the market place. The development of new raw materials, better web formation technologies and higher production speeds have made thermal bonding a viable process for the manufacture of both durable and disposable nonwovens.
BINDERS
There are many materials that can be used as a binder for thermally bonded nonwovens.
- Binding Fibers
- Binding powder
- Binding web
The following are the essential characteristics of the binder polymer [3]:
- Efficient melt flow
- Good adhesion to the carrier fiber
- Lower melting point than the carrier fiber
- Appropriate stiffness/elasticity.
BINDING Fibers
Single-component and bi-component Fibers, as binder Fibers, are most widely used in thermal bonding of nonwovens [5]. Single-component Fibers are the least sophisticated and most economical because the Fibers are often already in existence and low in cost. The type bond that is formed is dependent on several factors including fiber chemistry, morphology, linear density, staple length, crimp and processing conditions. The major disadvantage encountered when using 100 percent single-component Fibers is the narrow temperature range that is necessary when thermal bonding. If the temperature is too low, there is inadequate bond strength. If the temperature is too high, the web will melt excessively and lose its identity as a web.
When bi-component Fibers are used to produce thermal
bonded nonwoven, the acceptable temperature range for bonding may be as
great as 25
C. When thermal bonding, the high melting portion of the fiber maintains
the integrity of the web, while the low melting point portion melts and
will bond with other Fibers at the fiber cross-over points. The product
produced tends to have bulk and exceptional softness.
BINDING POWDER
Powdered polymers are sometimes used in thermal bonding of nonwovens. The most prevalent use is powdered polyethylene. The powder can be applied between layers of Fibers when cross-laying, air laying, or as an after treatment. A short exposure in an oven is sufficient to melt and fuse the powder. It is often used when a light weight and open
structure is required with a soft hand or when a reinforced, molded product is necessary.
BINDING WEB
A very open-structured, low-melting-point thermoplastic fabric is placed between the webs and, during thermal bonding between the calender rolls, the fabric melts completely bonding the webs together. The nonwoven produced by this technique is considerably soft and bulky. Thermoplastic coatings and hot melt print bonding have been used to a limited extent in controlled porosity filters, impermeable membranes and other items. However, the use of this method of bonding is not expected to achieve a high level of importance.
METHODS OF THERMAL BONDING
- Hot calendering
- Belt calendering
- Oven bonding
- Ultrasonic bonding
- Radiant-heat bonding, etc.
HOT CALENDERING
There are three main types of hot calendering.
- Area bonding
- Point bonding
- Embossing.
Area bonding
This process involves the use of a calender with a hot metal roll opposed by a wool felt, cotton or special composition roll. Two, three or four roll calenders can be used, depending on the weight of the web to be bonded and the degree of bonding desired. The three roll calender has the heated roll in the middle while the four roll configuration has the heated rolls on the top and bottom, with the two composition roll in the middle. The amorphous or co-polymeric binder Fibers used in this process provide bonding at all cross-over points between the carrier and binder Fibers. The resultant product - commonly used in electrical insulation and coating substrates - is smooth, thin and stiff. The material is always two sided, but this effect is most apparent in material processed through two and three roll calenders. Four roll calenders minimize this effect.
The application of heat from the outside produces a material whose inner area is less bonded than its outer surface. This becomes more pronounced as the product weight increases beyond 35 g/m2 and can become detrimental unless corrective measures are taken. These include increasing heat, slowing speed, or increasing the binder/carrier fiber ratio. The two-roll calender is used for low-to-medium weight products with light-to- medium bonding. The three-roll calender is used for special bonding and finish effects on a single surface. The four roll calender produces the widest weight range of materials because it provides more flexibility in the application of heat.
Area-bond hot calendering is influenced by five factors:
- Heat
Bonding occurs at the surface of the metal roll, which obtains its heat by conduction from heated oil circulated through its center or from restrictive heating. The composition rolls obtain their heat from contact with the heated metal roll. Before the start of a production run, the roll stacks are operated until the composition rolls achieve dynamic heat equilibrium.
- Pressure
Bonding occurs through simultaneous application of heat and pressure. The heat causes the fiber binder to become thermoplastic. The pressure enhances mechanical bonding by forcing the binder polymer to flow in and around the carrier Fibers.
- Speed
The speed at which the nonwoven passes through the calender, combined with heat and pressure conditions, determines the degree of bonding in the nonwoven. It also determines the throughput rate of the entire nonwoven line and is a critical factor in product cost. The faster the rate, the lower the cost. This is the primary reason for the recent development of lower melting binders.
- Roll combination.
The only practical roll combination for area bonding is a metal roll-felt roll. The metal roll applies the heat. The surface resilience of the felt roll enables even application of pressure to all the minute surface thickness variations throughout the product.
- Cooling rolls
The product is warm and thermoplastic as it leaves the calender nip. If the product were to be wound while it was still hot, the tension applied to eliminate wrinkles would stretch the web and introduce unrelieved stresses. This would lead to shrinkage whenever post-heat treatments were used. A set of two cooling rolls placed immediately after the calendering stage eliminates these unwanted side effects.
Point Bonding
Point-bond hot calendering is the main method of thermally bonding in disposables as diaper, sanitary products, and medical products. This method involves the use of a two-roll nip consisting of a heated male patterned metal roll and a smooth or patterned metal roll (fig 1). This second roll may or may not be heated, depending on the application. In a
typical production line, the web is fed by an apron leading to a calender nip and the fiber temperature is raised to the point at which tackiness and melting cause fiber segments caught between the tips of engraved points and the smooth roll to adhere together. The heating time is typically of the order of milliseconds[4]. The fabric properties are dependent on the process temperature and pressure and other parameters like the contact time, quench rate and calender pattern. Experimental results show that for a given nip line pressure and calendering speed, the breaking strength reaches a maximum at a critical bonding temperature; on keeping the nip line pressure constant, the critical temperature was found to be a function of the calendering speed.
The maximum strength achieved is influenced by the nip line pressure. This influence depends on the melting behavior of the fiber. If the maxima occurs in the softening region, higher pressure yields higher strength. On the other hand, if maximum occurs in the early melting region, a low calendering pressure is desirable. The degree of product bonding depends on the pattern of bond points on the roll surface. Bonded areas are compressed and densely compacted. Unbonded area in between are very open, breathable and porous. The products formed range from thin, closed, inelastic, strong, and stiff to open, bulky, weak, flexible and elastic depending on the number density, the size and the pattern of the bond points.
Embossing
This method is a figured or sculptured area-bond hot calendering. In this case, though, the area bonding is three dimensional. A "bulky but thin" product can be made in any pleasing or functional construction, depending on the faces of the embossing rolls. The calender roll combination has a male patterned heatable metal roll and a matching female patterned felt roll.
BELT CALENDERING
Belt calendering is a modified form of hot roll calendering. The two main differences are the time in the nip and the degree of pressure applied. In belt calendering, time in the nip is 1-10 seconds. The pressure applied is about 1/10th of the pressure applied in the hot calendering process. The belt bonder consists of a heated roll and a rubber blanket. The nonwoven fabric is heat bonded by running it between the roll and the blanket. Pressure is applied by varying:
- The tension on the blanket against the heated roll
- The pressure on the exit guide roll inside the rubber blanket.
Belt calendered products are much less dense and papery compared to hot roll calendering. The belt bonder facilitates the use of binders with sharp melting and flow properties. Such binders can present difficulties in a hot roll calendering process.
OVEN BONDING
Through air oven bonding involves the application of hot air to the surface of the nonwoven fabric. The hot air flows through holes in a plenum positioned just above the nonwoven. However, the air is not pushed through the nonwoven, as in common hot air ovens. Negative pressure or suction, pulls the air through the open conveyor apron that supports the nonwoven as it passes thorough the oven. Pulling the air through the nonwoven fabric allows much more rapid and even transmission of heat and minimizes fabric distortion. (Fig.2)
Figure 2
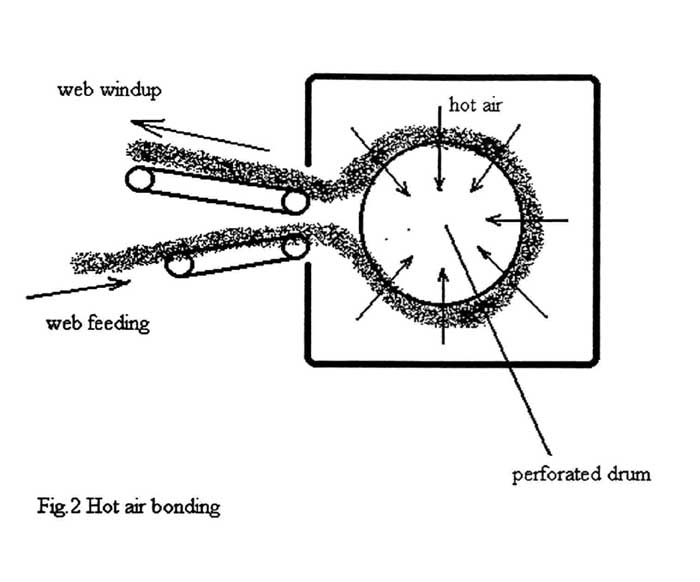
Binders used in through air oven bonding include crystalline binder Fibers, bi-component binder Fibers, and powders. When using crystalline binder Fibers or powders, the binder melts entirely and forms molten droplets throughout the nonwoven's cross-section. Bonding occurs at these points upon cooling. In the case of sheath/core binder Fibers, the sheath is the binder and the core is the carrier fiber. Products manufactured using through-air ovens tend to be bulky, open, soft, strong, extensible, breathable and absorbent. Through-air oven bonding followed by immediate cold calendering results in thicknesses between a hot roll calendered product and one that has been though-air bonded without compression. Even after cold calendering, this product is softer, more flexible and more extensible than area-bond hot calendered material.
ULTRASONIC BONDING
This process involves the application of rapidly alternating compressive forces to localized areas of Fibers in the web. The stress created by these compressive forces is converted to thermal energy, which softens the Fibers as they are pressed against each other. Upon removal from the source of ultrasonic vibration, the softened Fibers cool, solidifying the bond points. This method is frequently used for spot or patterned bonding of mechanically bonded materials.
No binder is necessary when synthetic Fibers are used since these are self-bonding. To bond natural Fibers, some amount of synthetic fiber must be blended with the natural fiber. fabrics produced by this technique are soft, breathable, absorbent, and strong. This bonding method is used to make patterned composites and laminates, such as quilts and outdoor jackets.
RADIANT HEAT BONDING
Radiant heat bonding takes place by exposing the web or mat to a source of radiant energy in the infrared range. The electromagnetic energy radiated from the source is absorbed by the web, increasing its temperature. The application of radiant heat is controlled so that it melts the binder without affecting the carrier fiber. Bonding occurs when the binder resolidifies upon removal of the source of radiant heat. Lower energy and equipment costs make this a favored method for processing powder bonded nonwovens. Versatility and lower shipping costs are also factors. Post-calendered rolls can be shipped in thin, compacted form and rebulked by reapplication of heat, without pressure or restraints, to the desired state at the time of use. Powder bonded products made in this manner are soft, open, and absorbent with low-to-medium strength. They also can be reactivated by heat for use in the manufacture of laminated composites.
ADVANTAGES AND ENERGY COMPARISION
Compared to other bonding processes, thermal bonding and the products thus obtained offer a number of advantages:[1]
- Quality of product soft and textile-like.
- High economic efficiency as compared to chemical bonding with binder
agents because no water evaporation is required, i.e., considerable
energy saving results. In comparison with chemical bonding, thermal
bonding only has a heat energy requirement of 1/4 to 1/6 (also in this
respect ecologically beneficial).
- Less expensive machinery. The capital expenditure, maintenance and
operating costs are often lower because no binder preparation station
and no binder application units are required.
- It is possible to bond even thicker webs uniformly and thoroughly
to the core which cannot be achieved by spraying. While a regular bonding
effect across the web cross- section can be achieved for a web with
a homogeneous distribution of the binding Fibers, spraying only produces
a bonding effect in the outer layers of the web.
- No binder agents are required and no curing process is needed. Hence,
there is no exhaust air or waste water problem. Objections against certain
chemicals can be dropped. Thus thermal bonding is non-polluting. (Note:
New developments of the binder producers in the meantime have put on
the market new dispersions which also can be considered ecologically
harmless).
- As pure polymer Fibers or blends can be used for thermal bonding
processes, a recyclability of practically 100 % is given.
- fiber properties can be influenced in an ideal manner (e.g. flame-retardance, nonwovens with high bulk and excellent resilience owing to fiber crimping, heat-insulating characteristics due to hollow fiber, etc.).
It has to be mentioned, however, that not all nonwovens can be processed by thermal bonding in such a way that the product obtains the requested properties. It can be assumed therefore that binder bonding can also secure its market share because the binder producers are trying to develop polymer dispersions which are biodegradable and, in connection with the fiber polymers using the same polymer basis, allow recycling of the respective nonwovens.
THERMAL BONDED NONWOVENS
A variety of nonwovens made of staple Fibers with blends of matrix Fibers and bicomponent Fibers is produced on Fleissner hot-air flow-through bonding installations. Other products are bicomponent and bifilament spunbondeds. The following is a list of various thermobonded nonwovens:[6]
- Colback by Akzo, for the production of carpet carrier webs, roofing
felts, geotextiles etc.
- Lutradur by Freudenberg Spunweb for automobile construction, carpet
fabrication, civil engineering and building construction, roofing felt
production, furniture industry, filtering technology, electronic industry,
wall paper fabrication, horticulture and agriculture.
- Lutrasil by Freudenberg Spunweb for sanitary products, medical products,
automobile construction, furniture, textile processing, bedding, filters,
protective clothes, agriculture, packing material.
- Freudenberg Colmar Spunweb for roofing industry and many other applications
- Celbond by Hoechst for personal products, f urniture, quilts, needled
webs made of spunbondeds for roofing felts, geotextiles etc.
- Cambrelle by ICI for insoles.
- Terram by ICI, Exxon for spunbonded geotextiles.
- Islands-in-the-Sea or Citrus by BASF for filtration and wiping cloths,
made of Fibers that can easily be broken up into microFibers.
- ES Fibers by Chisso or Danaklon for personal products up to paper maker felts.
- Danaklon for short staple Fibers in the airlaid fabric sector, etc.
- Corebond by DuPont for fiberfill webs, etc. Melty and Bellcombi
by Unitika, Kanebo for fiberfill webs, mattress substitutes etc.
- Sofil by Kuraray for various applications.
- TBS by Teijin as short staple for wet-laid webs.
- Estranal by Toyobo for needle felts.
- Wellbond by Wellman: clothing (ski outfits, interlinings), bedding
(comforters, mattresses), construction industry (insulating webs, roofing),
filters (industry, air, liquids, household), floor coverings (needle
felts), furniture (cushions, etc.)
The subsequent table lists the major applications for thermobonded webs (carded webs, wet-laid webs, spunbonds) and the respective preferred bonding method.
Table 1
RECENT DEVELOPMENT
- MERAKLON is introducing a new series of thermal bonding fibres,
S2000 for high speed nonwovens lines. These are available in hydophilic,
hydrophobic and durable strike-through types for both coverstock and
the production of cloth-like backsheets.[7]
CONCLUSION
Thermal bonding is much less energy intensive, kinder to the environment and more economical than latex bonding. A wide range of products can be made with thermal bonding, depending on the options used for processing. The bonding method has a significant effect on product properties. Depending on the bonding method, product properties can vary from nonporous, thin, nonextensible, and nonabsorbent to open, bulk, extensible and absorbent. All thermal bonding methods provide strong bond points that are resistant to hostile environment and to many solvents too.
REFERENCES:
[1] Alfred Watzi; "Fusion bonding, thermal bonding and heat-setting of nonwovens-theoretical fundamentals, practical experience, market trends", Melliand, English, 10/1994, E 217
[2]Albert G. Hoyle, "Thermal bonding of nonwoven fabrics", Tappi Journal, July '90, p 85-88.
[3] Other source
[4] "Thermal bonding", Textile progress vol ? p 3-11.date ?
[5] J. Robert Wagner, "The bonding nonwovens, The Technical Needs: nonwovens for medical surgical and consumer uses", p 70-73.
[6] Alfred Watzi; Fusion bonding, thermal bonding and heat-setting of nonwovens-theoretical fundamentals, practical experience, market trends", Melliand, English, 12/1994. P.E 270
[7] "Fibers and fabrics-Thermal Bonding", Textile Month, March 1999, 20
Apparel
Search
Add Your Company
Contact Us
About Us
Advertise
News Letter
Legal
Help
Copyright © 1999-2023
Apparel Search Company. All Rights Reserved.
Buy Fashion For The Holidays.