WET-LAID NONWOVENS (Educational Research)
Haoming Rong & Ramaiah Kotra
Introduction
Wet-laid nonwovens are nonwovens made by a modified papermaking process. That is, the Fibers to be used are suspended in water. A major objective of wetlaid nonwoven manufacturing is to produce structures with textile-fabric characteristics, primarily flexibility and strength, at speeds approaching those associate with papermaking. Specialized paper machines are used to separate the water from the Fibers to form a uniform sheet of material, which is then bonded and dried.
In 1996, 12.3% of the patents of nonwoven process were connected to the wet-laid process. It ranked third although more than one-half of the nonwoven process patents issued have been on extrusion systems - melt blown and spunbonded technologies[1].
Paper and Textiles
The wet-laid process has its origins in the manufacture of paper and was developed because paper manufacturers wanted to be able to use uncut, long natural Fibers and synthetic Fibers in addition to the usual raw materials without changing the process.
Two fundamental reasons account for physical property differences between paper and textiles. The first is the difference in the raw materials each process uses. Papermaking Fibers being short and fine, are able to pack together into a dense structure. Chemical groups attached to their surfaces are able to form hydrogen bonds with similar groups on neighboring Fibers very easily. Textile Fibers, on the other hand, tend to be longer, stronger, and relatively inert when compared to papermaking Fibers, The second difference is the structure and the way individual Fibers are arranged by the process to make a finished product. In paper, the Fibers overlap randomly and pack densely. In textiles, there is a repeating unit structure which provides some extensibility in all directions, but which preserves the basic strength and stability of the fabric (whether knit of woven). In light of the characteristics of these raw materials and structure, you would expect paper to be weak, stiff inextensible, smooth, and dense, while textiles would be stronger, softer, bulkier, more drapeable, less smooth and more porous.
Manufacturers of wet-laid nonwovens desire to take advantage of the high production rate and the ability to blend a variety of Fibers from papermaking technology. On the other hand, they must overcome the difficulties brought on by using textile Fibers and producing fabric stiffness in wet-laying if this technology is to compete realistically with textiles and other nonwoven products.
Considerations
To alter the basic properties of paper, one must attack paper's two problems discussed above (raw material limitations and structure deficiencies). This has been done by including synthetic Fibers in the raw materials for wet-laid nonwovens, by bonding the Fibers together (rather than weaving, knitting, or relying on hydrogen bonding), and by using new methods of web forming which improve the structure. The strategies have been successful to one degree of another, either separately or in combination, but each introduces problems for the production process.
Raw Materials
In theory, any natural or synthetic fiber could be used in the production of wet-laid nonwovens. However, there are practical limitations on the use of many Fibers (cost, availability, priorities, etc). Some form of wood pulp is used in virtually all wet-laid nonwovens because of its ease of handing, low cost, opacity, and chemical reactivity. Natural Fibers other than wood pulp remain of interest because they have valuable properties for specialized end-uses. They suffer from unstable pricing and supply due to variations in climate, worldwide demand, and availability of competing Fibers. Some natural Fibers - such as cotton linters, manila hemp and cellulose staple Fibers - are used in wet-laid process.
Synthetic Fibers provide specialized properties, uniformity, and constancy of supply which cannot be gotten by natural Fibers. Some are used more widely than other. For example, bicomponent Fibers, which simultaneously provide both a structural element and a thermobonding capability, have been used in specialized materials despite their high cost. Crimped Fibers require special dispersion and bonding techniques, but make a very soft and bulky product. The use of rayon and polyester textile Fibers with lengths exceeding 1.5 inches has been reported sporadically. "Synthetic wood pulp" made from very short, shear-precipitated polyolefin Fibers is available and results in improved wet strength and other properties of wet-laid nonwovens.
Unfortunately, synthetic Fibers for use in wet-laid nonwovens are 20 to 50% more expensive than the same fiber in the form of textile staple, because the market is small relative to that for textile Fibers, and special handing and cutting are required. Specialty Fibers such as low-melting bicomponent Fibers are even more expensive, and their manufacture is too small to allow economies of scale to be fully realized.
In general, man-made Fibers are longer, stronger, more uniform, and less compatible with water than natural Fibers. Their flexibility and length can mean that they entangle ("flocculate") when they are dispersed in water, which either prevents or limits their use in nonwovens. Several approaches have been developed to overcome this problem. For example, synthetic fiber manufacturers offer Fibers with proprietary chemical surface treatments, which improve dispersion by overcoming the inherent hydrophobicity of the polymers from which the Fibers are made.
The general strategy for reducing flocculation of synthetic fiber furnishes is to increase the dilution (decrease the "consistency" of weight percent of fiber in the suspension). Papermaking generally uses consistencies in the range of 0.3 to 0.7%, but wet-laid nonwovens are produced using consistencies of 0.01 to 0.05%. While this helps to separate the Fibers enough to prevent or reduce flocculation, it requires specialized machinery to form and dry the sheet because of so much water. From an empirical case, we know that slightly less than 960,000 gallons of water per hour must be drained through the wire of a hypothetical machine in order to deposit 2000 pounds per hour of wet-laid nonwovens.
For some applications it may be necessary to work with the fiber supplier to resolve compatibility problems between the dispersion finish and other chemicals used in the system. However, mechanical problems are now far more common than chemical ones in the dispersion step. In especially troublesome dispersion problems, low concentrations of natural and synthetic polymers are used to increase suspension viscosity and thus stabilize dispersions for use on papermaking equipment.
Production Machinery
There are three characteristic stages in the manufacture of nonwoven bonded fabrics by the wet-laid method[2]:
- Swelling and dispersion of the fiber in water; transport of the
suspension on a continuous travelling screen;
- Continuous web formation on the screen as a result of filtration;
- Drying and bonding of the web.
Figure 1
![]() Schematic of different stages of wet-laid process
Schematic of different stages of wet-laid process
Whether or not a fibre is suitable for use in the web process depends on its ability to disperse in an aqueous medium. The dispersion behavior of a fiber depends largely on the following factors:
- the degree of fineness calculated from the length and thickness of the fiber
- the stiffness of the fiber in an aqueous medium (web modified)
- the kind of crimping
- the wettability
- the cutting quality of the fiber
After swelling and dispersion of the Fibers in water, the mixing vat are transported to the head box from where they are fed continuously into the web-laying machine. A suitable system has been found for creating a homogeneous web out of synthetic and long natural Fibers in which the web is formed. This includes incorporating an adequate length of time from a prepared suspension and controlling the resistance of the web to filtration as it is being formed.
Figure 2
Web formation from restrained back fiber suspension
Often, squeezing machines were used to dehydrate the web. It is a process that began in the vacuum section of the oblique screen. The web is compressed at the same time and consequently bonded. It is cheaper to remove the water mechanically than thermally. Drying and bonding the web is also an important procedure in wet-laid processing. It not only draws water out of the web but initiates bonding. Convection, contact and radiation dryers are used.
The advantage of low consistencies is the reduction of defects due to premature entanglement of the Fibers in the furnishing. There are related disadvantages, however. One problem lies in finding a way to drain these large volumes of water through the sheet of nonwoven as it is forming without disrupting it. Second, it is desirable to control the orientation of the Fibers during web formation so that a useful ratio of properties in the machine-direction (MD) and the cross-machine direction (CD) is achieved. Actually papermaking machinery has been adapted to the production of wet-laid nonwovens to deal simultaneously with the problems of removing large amounts of water quickly without disrupting the sheet as it forms, and controlling fiber orientation in the product. The "inclined wire fourdrinier" and the "cylinder" machine have been in use for many years, providing acceptable wet-laid nonwovens. Both offer many sophisticated control mechanisms which are vital to modern wet-laid nonwoven production.
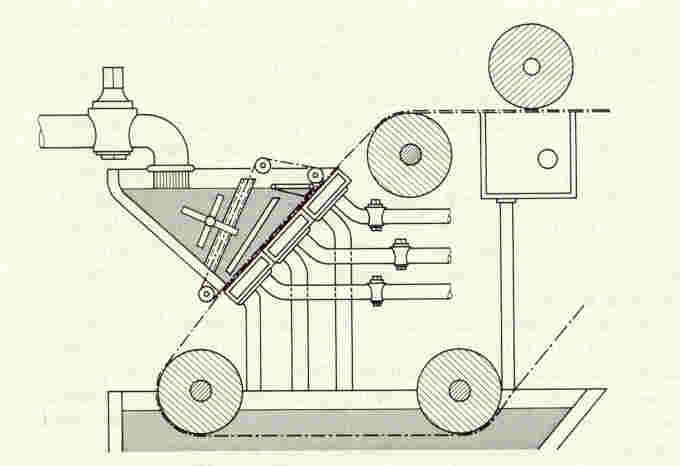
Figure 3
![]()
Wet-laid web-making machine with cylinder drier
Bonding
Appropriate bonding of a wet-laid nonwoven is central to nonwoven design and manufacture. Bonding agents can amount to 30% or more of a nonwoven product. Therefore their properties are as important as those of either the Fibers or the structure. The hydrogen bonding which is typical of paper products results in stiff structures, with little of no wet strength. Neither of these characteristics is desirable in a nonwoven product. In order to supply wet and dry strength and resilience, a great number of bonding materials and processes have been tried experimentally and commercially.
The most common material used in bonding wet-laid nonwovens is a water-based emulsion or dispersion ("latex") of a crosslinkable synthetic polymer, such as a polyacrylate, styrene-butadiene polymer, ethylene-vinyl acetates, vinyl chlorides and so on. Latex manufactures sell families of products which range from stiff and strong adhesives to materials which are soft, extensible, and somewhat weaker. Commercial latex has been optimized for adhesion to various hydrophobic synthetic Fibers, as well as to hydrophilic materials such as wood pulp, rayon and the like. The range of chemical modifications commercially available is very large, and designed to meet almost any conceivable end-use requirement.
Latex can be added to a wet-laid nonwoven during its manufacture using a size press, as a liquid or a foam, or spraying, or by rotary screen printing. The properties of webs bonded in this way depend on the base web structure and properties, the characteristics of the latex polymer (relative stiffness or softness, relative strength and resilience), the relative proportions of the bonding agent and substrate web after drying and crosslinking, and the method of addition. Generally, size press impregnation produces a relatively dense product with superior binder distribution, while spray, foam and print bonding produce thicker, softer, less dense webs that are somewhat weaker.
Meltable Fibers can be added to the web for bonding and
activated by a heating step either during drying, or during a later hot
calendering step. Examples of Fibers of this type include vinyon,
polypropylene, cellulose acetate, and special low melting polyester or
polyamide copolymers. If the bonding step can be combined with the normal
drying step, low melting binder Fibers can be an efficient and cost
effective route to bonding. Some types of polyFibers (vinyl alcohol) swell
and partly dissolve when web temperatures reach 40 to 90
C in the drying
section of the paper machine, and have been used for many years to bond and
stiffen papers and nonwovens.
Printing latex binders onto nonwovens ("print bonding") in a discontinuous pattern improves hand, drape, and softness. The bonded areas provide strength, and the areas which receive no binder remain flexible and soft. Much effort has gone into optimizing print bonding patterns for various nonwoven substrates. A large amount of print bonded nonwovens are made and sold each year. In general, print bonding of wet-laid nonwovens is not done in-line commercially. Print-bonding is more generally applied to carded or air-laid webs than to wet-laid materials.
Special features of the wet-laid process and its products
Compared to the dry web-making processes (carding, aerodynamic and spun web methods) the distinctive features of the wet method are its high productivity and wide range of application. It is used for special papers, conventional wet-laid fabrics and wet-laids made from inorganic Fibers.
- Since short Fibers are required the web structure is closer, stiffer and less strong than in comparable web made from longer, curled Fibers in dry processes. Special treatment is necessary to achieve comparable textile properties.
- Single or multi-layered products can be made and reinforcement of the web with a layer of threads can be applied, but in a continuous process on only one machine.
- The Fibers in the web may be randomly or longitudinally arranged.
- The GSM can be varied within broad limits.
Table 1
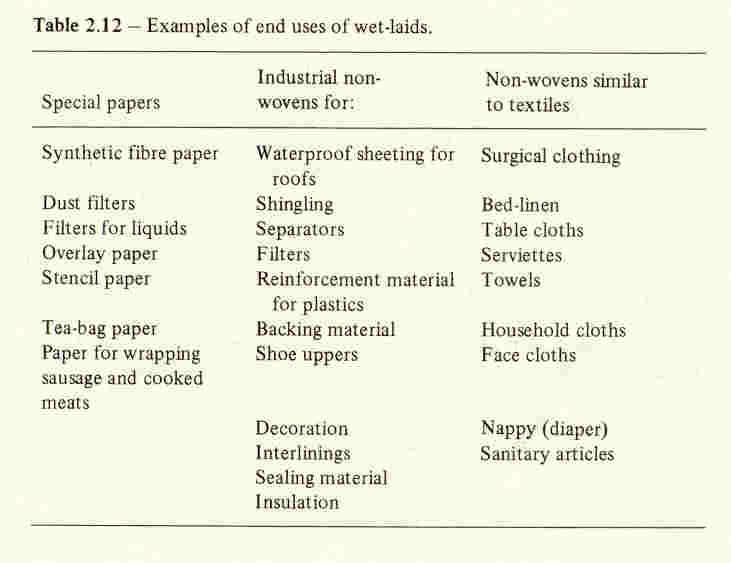
Examples of end uses of wet-laids
Flexible sheet wet-laid material suitable for use in the manufacture of wear-resistant laminated articles such as bearings and rotor blades comprises particles of a low-friction substance such as graphite and heat-resistant web-forming Fibers, bound together with an organic binder[4]. Wet-laid crepe papers are used for a wide variety of different application fields, especially in the hygiene market and in disposable nonwovens for medical/surgical purposes. They can be used for wet wipes for spectacles; wet toilet paper; dental crepe; disinfection towels; perfumed towels; cleaning towels and many more[3]. Wet-laid nonwovens are also significant in filtration textiles, the products include micro-glass paper, tea bags and coffee filters[7]. Wet-laid nonwoven fabric can be used for battery separators[5]. Nylon 66 staple wet-laid nonwovens have high surface tension, compatibility with hydrophilic finishes, low count per filament, high dye affinity and high melting and softening points[6].
Miscellaneous topics
Water removal on drying is one of the most important steps in the wet-laid process. Pressure, vacuum, and heat are used to remove water from the sheet. The efficiency of the methods are determined by the machine speed, sheet weight, and fiber compositions of the sheet. Normal practice is to use stream heated cylinder dryers (35-75 psi steam), just as in normal paper production. The tendency of synthetic fiber webs to stretch during the drying is controlled by multiple dryer sections with individual speed controls.
Post-treatments are common practice also. Calenders are often used on the product to densify and smooth the sheet. Creping devices are used to soften sheets by controlled bond breakage. If the sheet has not been dyed in-line, it can be colored or printed off-line, after production of the base sheet.
Other in-line treatments, include aperturing and water-jet entanglement. Apertures are regularly spaced holes, and can be selected for aesthetics or for performance (speeding brewing of tea from a teabag, or improving permeability to glue for laminating a substrate). One method of aperturing uses a course forming wire, so that the sheet is formed around the protruding "knuckles" in a regular pattern. Another method uses high- pressure water showers and patterned cylinders to rearrange the fiber into the desired pattern. It is also possible to water-jet entangle appropriate furnishes either in-line or off-line by using very small, precise jets of high pressure of water. This technology is currently in the development stage, but combines the high productivity of papermaking with the latex-free fabric of the spunlaced process.
Summary
The wet-laid process has advantages of high productivity, control of orientation of properties, and high uniformity at low basis weight. Coupled with its ability to blend Fibers into the furnish for economy of performance, its ability to form two phase sheets, and its flexibility in binder and chemical addition, wet-lay is a formidable competitor with other nonwoven processes.
References
Apparel Search
Add Your Company Contact
Us About Us Advertise
News Letter Legal
Help
Copyright ©
1999-2023 Apparel Search Company. All Rights Reserved.
Buy Fashion
For The Holidays.